|
Povídání
o damaškové a vrstvené oceli - část II.
Tradiční japonské kovářství
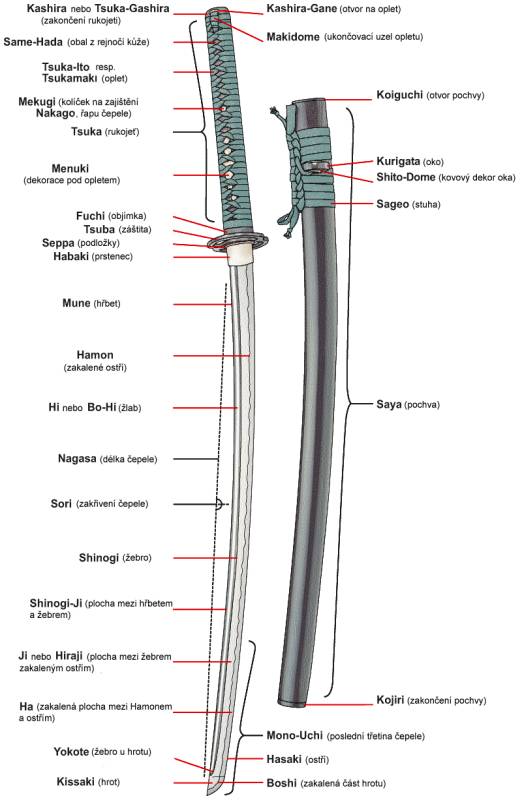
Obr. 1 Japonský meč – části
Do kategorie
samurajských mečů lze všeobecně zařadit zbraně se
znaky:
·
Vyrobené z oceli
·
Jednosečné ( pouze s jedním ostřím )
·
Zakřivené
·
Speciálně zakalené
Znaky tvarů čepelí a souprav se postupem času měnily
a stále více přibližovaly mečům, jež dnes známe a chápeme
jako samurajské meče.
Rozlišujeme čtyři základní období, po které se meč
postupně vyvíjel a nabýval svých tvarů a vlastností.
První období, nazývané období starověkých mečů (džokótó),
se datuje do roku 900 našeho letopočtu. V tomto období meče vyráběné
na japonském území kopírovaly převážně čínské předlohy.
I japonský název pro meč ken je odvozen od čínského názvu kien.
Je zde tedy zřejmý velký vliv Číny na japonské mečířství.
Nejstarší japonské meče měly čepel dvojsečnou přímého,
nikoli zakřiveného tvaru, s oboustranným středním žebrem
a rozšířeným hrotem. Stále však svou kvalitou zaostávaly za zbraněmi
vyrobenými v sousední Číně či Korei. Proto si také vysocí
úředníci pořizovali honosné zbraně dovezené právě z oněch
sousedních zemí. Do období starých mečů se také datuje legenda o
mečíři Amakunimu, žijícím okolo roku 700 n.l., podle níž vyrobil
první samurajský meč.
Mezi časovým úsekem 900 – 1530 n.l. se nachází období starých
mečů ( kotó ), jež je spojeno se vzestupem nové třídy – třídy
samurajů. Jelikož četnost válek byla velká, přijali samurajové
jako hlavní bojovou zbraň meč. Rozměrově, délka 4 i více
stop ( 1200mm), odpovídal svému určení, sekání za jízdy na koni. V tomto
období dochází také k největšímu pokroku mečířského
umění co do kvality výroby.
Výskyt mečířů byl však omezen následujícími podmínkami:
- Administrativní střediska – zvýšená poptávka
po mečích
- Železná ruda nebo železitý písek
- Dřevěné uhlí
- Dostatečné množství vody odpovídající kvality
- Mírné podnebí
Nejslavnější mečíři, žijící mezi roky 900 – 1450 n.l.
, pocházeli z provincií Bizen, Jamaširo, Jamato, Sušo a Minó, obecně
nazývaných jako „Pět škol“. Každá škola čítala několik
odnoží a vytvářela si vlastní tradice a metody.
V následujícím Období nových mečů ( Šinto) v letech
1530 – 1867 n. l. přichází meč z důvodu ukončení
dlouhodobých občanských válek o své hlavní funkční hodnoty. Meč
prochází zredukováním své délky od tří do dvou stop (600 – 900mm).
Obměněn je také způsob nošení. Dřívější zavěšení
meče podél pasu ostřím k zemi střídá zastrčení
za pás Obi ostřím k nebi, jež skýtá mimo jiné i lepší a
efektivnější způsob tasení zbraně.
Počátkem éry šintó začíná zanikat tradiční učení
„Pěti škol“, jelikož se téměř každé hradní město
stává střediskem mečířské výroby. V nejslavnější
centrum té doby se vyvinulo Edó (dnešní Tokio). Období klidu a míru se také
podepsalo na výrobě meče, při níž se kladlo více na vzhled,
nežli na funkčnost. Proto meče z období šintó oplývají
honosnými rytinami květin, keříků, ptáků či draků
namísto původních sanskrtových motivů a žlábků na čepeli
meče. Velký pokrok lze zaznamenat i ve vytváření komplikovaných
vzorů linie kalení čepelí hamon a vrstvení materiálu hada.
Nastoupením císaře Meidži na trůn dochází k modernizaci
Japonska. Jeho snaha přiblížit Japonsko ostatnímu světu byla pro
japonské mečířství osudné. Zákaz nošení mečů vzal mečířům
jejich hlavní zdroj obživy a byli nuceni přejít na kovářské a zámečnické
práce. Velká část mečů a jejich částí je v období
Mejdži (1868 – 1927) vyvezena do zahraničí, nejvíce do Francie a USA.
Počátkem éry Šówa ( 1926 až dodnes) začíná s nárůstem
nacionalistických idejí obrození mečířství, i když jen v menší
míře, jež čítalo krátce před vypuknutím
2. světové války na 100 mečířů. Avšak šavle vyráběné
hromadně v továrnách během války a v posledních 40 –
50 letech nelze k samurajským mečům přirovnávat. Jejich
materiál, chemické zpracování i celkový postup výroby je v naprostém
rozporu s tradičními technologickými metodami.
Jsou známy i případy, kdy výše postavení vojáci Japonské armády
během
2. světové války používali namísto předpisových šavlí právě
samurajských mečů, nejčastěji dědictvím získaných
po svých předcích, pocházejících ze třídy samurajů. Meč
vyrobený tradičními způsoby byl totiž mnohem efektivnější
zbraní v boji muže proti muži. Ve spojení se zkušeným šermířem
byl schopen i přeseknutí hlavně zbraně protivníka. Jelikož
jsou hlavně palných zbraní vyrobeny z legovaných, ale tepelně
nezpracovaných ocelí (nesmí být křehké), jsou houževnaté (měkké)
a odolávají velkému tepelnému namáhání, vznikajícímu při střelbě.
Tato schopnost je podložena i sekacími zkouškami, kdy je speciálně
upravená čepel (většinou větší tloušťky a menšího
zkosení ostří) schopna přetít nezakalený plát oceli.
Hlavní rozdělení spočívá v délkové typologii a druhu
soupravy. Z našeho pohledu je zajímavé především délkové dělení,
jelikož s rostoucí délkou čepele rostou požadavky na zručnost
mečíře. Obecně platí – čím delší čepel, tím těžší
dodržení pravidelnosti dostatečného prokování a ztížené možnosti
souvislého zakalení.
Tradiční délkové míry jsou sun (palce) a šaku (stopa).
Tab. 1 Tradiční délkové
míry
|
Rozměr v sun a v šaku
|
Rozměr v palcích
|
Rozměr v mm
|
|
1
sun
|
1,19
palce
|
30,2
mm
|
|
1
šaku
|
11,19
palce
|
303,0
mm
|
Přesahuje délku dvou šaků (více než 600 mm). Patří do
páru daišó (dlouhý a krátký meč) a svou délkou je větším z páru.

Obr. 2 Katana
Délkou v rozmezí mez jedním a dvěmi šaku (300 – 600 mm) náleží
mezi meče vhodné nošení obchodníky, jimž bylo ze zákona povoleno nošení
meče pouze do délky dvou šaku. V páru daišó zastává postavení
kratšího meče.

Obr. 3 Wakizaši ( s katanou nahoře tvoří pár daišo)
Tantó
– krátký meč nebo dýka

Obr. 4 Tantó
Díky délce nepřesahující jeden šaku je mnohými zahraničními
prameny označován jako dýka. Právě tantó byla používána k rituální
sebevraždě (sepuka), jež jim propůjčila hanlivý výraz hara-kiri
nůž. Užíval se jako doplňková zbraň pro samuraje nebo jako
obraná zbraň pro obchodníky a ženy.
Je mnoho způsobů, jak lze japonský meč detailně rozdělit.
Vzhledem k zaměření bakalářské práce je nejzajímavější
členění dle konstrukce čepele, způsobu vrstvení materiálu
a jeho následném vlivu na strukturu čepele.
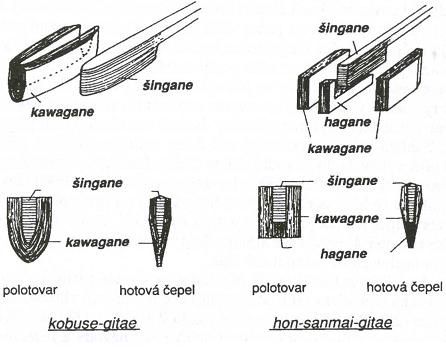
Obr. 5 Příklady
konstrukcí čepelí s vyobrazením použití ocelí na jednotlivé
části
Na Obr. 31 lze vidět
možné konstrukce meče. Na čepel konstrukce Maru je použit pouze
jeden materiál. Jednoduchá konstrukce čepele se používá převážně
při masové výrobě předpisových šavlí a kopií samurajských
mečů. Čepele typu Wariha Tetsu mají své ostří zhotoveno z tvrdší
oceli. Dle způsobu vložení měkkého jádra
do tvrdé oceli získáme konstrukce Kobuse, Makuri či Gomei. Čepele s měkkým
jádrem, tvrdým ostřím a středně tvrdým pláštěm nazýváme
Honsanmai, Orikaeshi Sanmai. Použitím odlišného materiálu na hřbet
čepele než na zbytek konstrukce čepele vytvoříme konstrukci Šihozume
či Soshu kitae. Jedná se o základní konstrukce a existence jiných je
samozřejmě možné. Bohužel se mnoho postupů, předávaných
převážně ústní formou, ztratilo v propastech času a dnes
se jen můžeme domnívat, jak vznikaly konstrukce nejkvalitnějších
mečů.
Obr. 6 Skládání
konstrukce čepele dle typu
Mnohonásobným překládáním kovaného materiálu získáváme
efekt hada. Podle způsobu překládání vznikají rozličné
vzory. Nejzručnější mečíři dokázali vytvořit zajímavé
a velice ceněné vzory i bez velkého počtu překládání.
Postupným překládáním a následným skováváním vzrůstá počet
vrstev geometrickou řadou. Postup překládání
i počet vrstev se lišilo školou a samotným mečířem. Na některých
mečích se vyskytovalo i více vzorů.
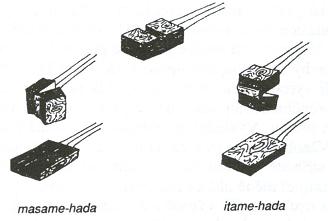
Obr. 7 Vzory hada
Druhy vzorů hada:
muji – bez
vzoru, nepřekládaný materiál, vyskytuje se převážně u továrně
zhotovovaných šavlí a kopiích mečů
masame – vzor
rovnoběžných přímých linek, překládání v jednom směru
itamae – vzor
struktury hladkého dřeva
mokome – vzor
struktury sukovitého dřeva
ayasugi –
vzor podélných zvlněných linek
Obr. 8 Způsoby překládání
paketu a jeho vliv a vrstvení materiálu hada
Jedná se o kresbu linie vytvořenou pří kalení části
ostří (jaki-ba). Základní členění se vztahuje na pravidelnost
linie, tedy rovný (suguha) nebo členitý (midare-ha). I linie kalení
prošla v historii Japonska změnami. Velký důraz na funkčnost
a odolnost před vylamováním zakaleného materiálu ostří, typický
pro „Pět škol“ nahradila snaha
o vytvoření honosných kreseb. Jelikož mnoho mečířů používalo
různé kombinace základních vzorů a podvzorů, není nejlehčím
úkolem všechny popsat. Některé nejobvyklejší vzory jsou znázorněný
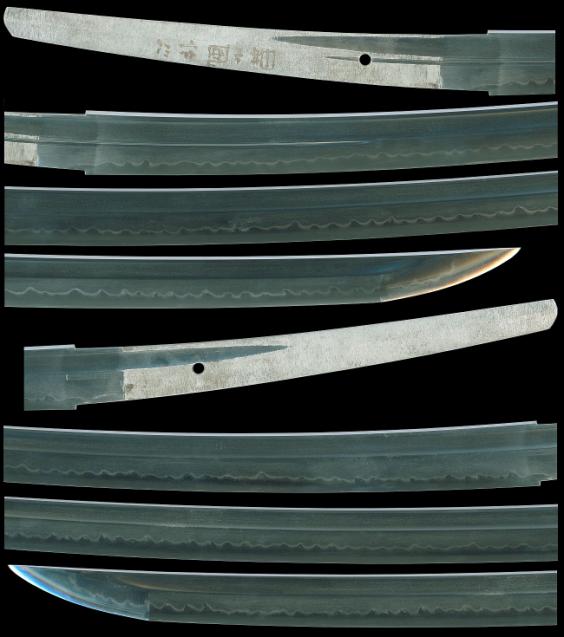
na Obr. 9 a Obr. 11. Vzhled reálných
hamon na Obr. 10, Obr. 12 a Obr. 13.
Obr. 9 Typy suguha – rovný vzor

Obr. 10 Hamon
stylu Ito-sugu
Obr. 11 Typy
midare-ha – členitý vzor

Obr. 12 Hamon
stylu Choji
Obr. 13 Hamon stylu Gunome
(pravidelné)
Tak jako všichni výrobci čepelí po celém světě i v Japonsku
řešili mečíři problém dvou vzájemně se vylučujících
vlastností oceli, pevnosti a tvrdosti. Experimentování vytvořilo
techniky, jež vedly ke vzniku nejdokonalejších zbraní světa pro
boj muže proti muži. Velké zapálení pro tradice a jejich pečlivé a přísné
dodržování během každé výroby čepele navíc zvyšovala úspěšnost
kvalitně zhotovených výrobků. V Evropě se mečů
podobné kvality ve srovnání s Japonskem vyrobilo jen skromné množství.
Jelikož poznatky o metalurgických procesech kovu byly na úrovni
empirických znalostí, osvojili si přirovnání z přírody kolem
sebe. Pak se například čepel, zahřátá a barvu vycházejícího
měsíce za červnového večera, měla ochladit
ve vodě mající teplotu jako v srpnu. Návody a přirovnání se
mohly samozřejmě lišit, jelikož každá škola bedlivě střežila
tajemství postupu výroby. Veškeré vědomosti byli předávány výhradně
ústní formou z otce na syna či z mistra na žáka. Snahou bylo
zabránit rychlému rozvoji řemesla, především amatérizmu, a z něho
plynoucí nekvalitní práci.
Samotná výroba čepele nebyla spojována jen s manuální zručností.
Každý kanži (mistr) musel mít i určité umělecké nadání, bohaté
znalosti a hlavně čistou hlavu zbavenou nežádoucích temných myšlenek.

Obr. 14 Kadži
– mistr mečíř
Aby mohl začít výrobu meče, musel nejprve mečíř získat
potřebný materiál, nejčastěji rafinací železitého písku načervenalé
barvy (oxid železitý) nazývaného satecu. K rafinaci byla používána
pec tatara. Jako palivo se používalo dřevené borové uhlí odpovídající
velikosti, sloužící zároveň jako zdroj uhlíku. Jiná velikost uhlí
byla požadována pro rafinaci, jiná pro kování, jiná pro kalení. K získání
oceli ze satecu musíme předat materiálu uhlík, ze dřevěného
uhlí, a redukovat kyslík. Kyslík vháněný dmychadlem začíná po
dosažení dostatečně vysoké teploty reagovat s palivem a tvořit
oxid uhelnatý (CO), dále reagující s oxidem železa v písku. Výsledkem
je vznik čistého železa a oxidu uhličitého. Nečistoty obsažené
v rudě mají nižší bod tání, tudíž se odplaví. Mělo by zbýt
jen čisté železo, avšak palivem dodávaný uhlík zapříčiní
vzniku nehomogenního materiálu tamahagane. Tamahagane je tvořena části
s různým obsahem uhlíku, jež se rozptýlil během tavby
nerovnoměrně v celém průřezu. Přesně tato
struktura je vyžadována pro výrobu japonského meče, jelikož umožňuje
promísení vrstev s různým obsahem uhlíku s výslednou zvýšenou
houževnatostí čepele.
Po ukončení rafinace zůstane v tataře blok surové
oceli (kera). Ten získáme rozbouráním pece a vytažením z ní. Následuje
rozbití bloku bucharem a následné roztloukání na menší kousky velikosti
lidské pěsti za účelem třídění. Mečíři rozdělovali
druhy oceli podle barvy a hrubosti krystalické struktury, znajíce technické
vlastností každé z nich. Pro japonský meč je typické použiti
oceli o obsahu uhlíku 0,7% (kawagane), jelikož umožňovala po zakalení
ve vodě vznik nejtvrdší oceli, požadované pro ostří. Ta by však
praskla při nárazu na tvrdý materiál. Proto využívali oceli o nižším
obsahu uhlíku (šingane), také získané z kery, jako jádra, jež dodávala
meči na pevnosti.
Tento proces nazývali japonští mečíři kitae. Vytříděné
kousky tamahagane byly zahřívány ve výhni, kovány na placky o tloušťce
přibližně 6,5 mm a následně chlazeny ve vodě. Rozbitím na
kousky velikosti 25 x 25 mm se docílilo možnosti skládání
do požadovaných kombinací, jež se projevilo ve výsledné struktuře
vrstvení materiálu hada. Rozbité kousky se naskládaly na jednu větší
placku, jež byla opatřena navařenou tyčí sloužící jako
rukojeť. Aby se zabránilo rozpadnutí, byl celý vzniklý blok obalen papírem,
převázán a polit tenkou vrstvou hmoty, obsahující hlínu a popel ze slámy.
Vše bylo nanášeno za účelem ochrany materiálu před vložením do
výhně a zároveň plnilo funkci tavidla. Po dosažení patřičné
teploty (cca 1300°C) byl částečně roztavený blok poprvé skován.
Na sílu a místa dopadu úderů byla také kladena zřetel. Výsledkem
byl polotovar ztenčený o polovinu a protáhnutý na dvounásobnou délku při
současném zachování šířky a hranatých okrajů. Následně
se provádělo čištění spodní části polotovaru.
Kovadlina, jež musela být čistá a dokonale hladká, se polila vodou. Opětovně
nažhavený materiál se položil na kovadlinu a za současného bušení do
bloku a vzniku páry byly veškeré okuje a nečistoty z ohně
odstraněny.
Takto očištěná tyč se v polovině délky
rozsekla sekáčem, přeložila napůl a kovala do doby, dokud se
dokonale nespojila. Nedostatečné spojení mohlo zapříčinit
vznik skulinek, což by se projevilo kazy. Proces nahřívání, nasekávání
a svařování se opakoval šestkrát. Tím bylo ukončeno základní
kování (šita-gitae) a získáno polotovaru o rozměrech cca 255x20x37,5
mm a váze 1,10 – 1,75 Kg, který však měl stále ještě mnoho uhlíku.
Pro následné finální kování (age-gitae) existuje opět mnoho
postupů. Jelikož polotovar by postačil pro výrobu krátkého meče,
musel mečíř zhotovit ještě jeden polotovar stejným způsobem
a vzít z něj 1/3. První polotvar nasekl na tri díly, přeložil,
dodal čtvrtý díl a skoval dohromady. Proces překládání se
opakoval opět 6 – 7x. Výsledná tyčovina o váze zhruba 1 – 1,75
kg, obsahu uhlíku okolo 0,7 % a zjemněné zrnité struktuře byla již
vhodná pro použití na plášť čepele (kawagane). Mnohonásobným překládáním
se také dosáhlo kovu o minimálních příměsích strusky, požadované
tvrdosti a vzniku vrstev viditelných po vyleštění zvané džitecu. Následné
operace se získaným polotovarem zaleželi na zvolené konstrukci meče.
Jestliže zamýšlel mistr vytvořit meč s konstrukcí Makuri-gitae,
vytvaroval polotovar po celé jeho délce do písmena „V“. Následovalo
zhotovení jádra z měkčí oceli o nižším obsahu C (0,2 –
0,3 %) nazývané šingane. I šingane prodělalo proces kování a překládání
(přibližně 10x), avšak jen za účelem vypuzení nečistot.
Jádro umístil mistr
do vytvarovaného polotovaru, vložil do pece a následně koval, dokud se
rozdílné materiály dokonale nespojily. Za použití dřevěné formy,
vznikla hrubá čepel sunobe, nesoucí již základní znaky výsledného díla.
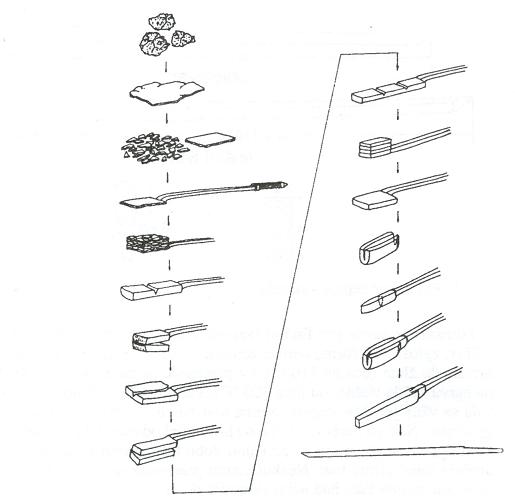
Obr. 15 Postup
zhotovování čepele od kousků roztlučené vytavené oceli až po
polotovar čepele snobe
Následovalo finální tvarování, během něhož se čepel
zahřívala na teplotu cca 1100°C, kováním vytahovala do délky a šířky,
malým kladívkem se tvaroval hřbet, ostří (nechávalo se z důvodu
kalení o 2,5 mm silnější) a žebro. Vzhledem k velké délce se
musela čepel nahřívat postupně. Volba, kde začít opět
záležela na osobní volbě mečíře. Jelikož materiál rychle
chladl, musel být při dosažení světle třešňové barvy
(cca 700°C) opět vložen do výhně. Pomocí škrabadel a pilníků
vytvaroval výsledný tvar.
Po pečlivém prozkoumání vzniklé čepele a ověřením
kvality vyhotovení vyrazil mečíř, byl-li spokojen se svou prací, do
řapu otvor (mekugi – ana) pro umístění kolíku, jež bude držet
čepel v nástavci při kalení a v konečné fázi bude
tvořit otvor pro nýt jílce meče.
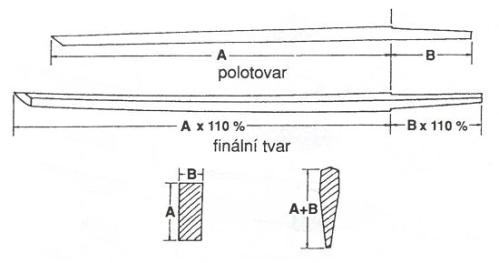
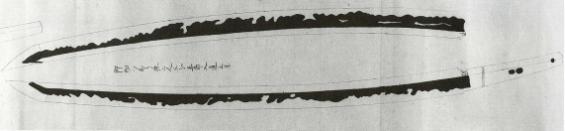
Obr. 16 Polotovar
čepele (sunobe) a jeho formování do finálního tvaru
Kalení předcházelo zdrsnění povrchu čepele hrubým
brouskem pro zlepšení přilnavosti krycí pasty. Vyvarovat se muselo jakéhokoliv
doteku holou rukou, což by způsobilo zhoršenou adhezi při nánosu
pasty a po kalení by se projevilo lokálními vadami. Krycí pasta se míchala
dle rodových receptur s rozdílem ingrediencí a jejich množstvím. Někteří
mečíři používali kombinaci jílovité hlíny, práškovitého brusu
a prachu z dřeveného uhlí, někteří přidávali borax,
jiní kombinovali vše s dalšími přísadami. Směs byla rozmíchána
s vodou a pomocí bambusových špachtliček nanesena na čepel.
První vrstva byla velmi tenká a byla určena především pro ostří,
jež musí být více zakalena nežli zbytek čepele. Proto se po zaschnutí
první vrstvy nanášela silnější vrstva na zbytek čepele. V poslední
fázi byla mečířem vytvořena přidáním poslední vrstvy
kresba linie kalení hamon, jež je jednou z hlavních znaků určující
kvalitu čepele.
Obr. 17 Svitek
s nákresem zamýšlené linie hamon

Obr. 18 Nanášení krycí
pasty a tvarování linie kalení hamon
Vzorů hamon bylo vyvinuto nespočetné množství. Staří
mistři se zaměřovali
na účelnost hamon, u mečířů z mladších období je
patrný spíše ozdobný účel. První meče byli opatřeny úzkou
a přímou linií kalení, jež mohla způsobit při boji vyštípnutí
křehkého ostří do značné hloubky hamon. Meč tak ztrácel
při přebroušení velkou část zakaleného ostří a snížila
se jeho životnost. To bylo odstraněno rozšířením této linie. Horší
bylo vyštípnutí velké části ostří v délce čepele. Pro
snížení rizika se naučili mečíři zhotovovat linii kalení
gunome, připomínající řadu zubů s výběžky aši
(laloky) směrem k ostří. Případné poškození vyštípnutím
tak bylo omezeno na vzdálenost mezi dvěma výběžky.

Obr. 19 Linie kalení gunome
– vlevo pravidelné laloky, vpravo nepravidelné laloky
Po řádném zaschnutí pasty byla čepel vložena do výhně
a zahřívána na kalící teplotu. Kalení se provádělo vždy v zatemněné dílně,
kdy lépe vynikly barvy zahřátého kovu. Jedině tak mohl mistr určit
vlastním zrakem správnou chvíli ponoření čepele
do vody. Nejprve byl zahřán hřbet čepele pomalým protahováním
výhní do barvy jasně červené až oranžové (nad 700°C). Po té meč
otočil a zahříval ostří, dokud nedosáhl rovnoměrné
barvy. Ostří však bylo zahřáto více, přibližně na
hodnotu 800°C. Následným rychlým ponořením proběhl kalící
proces. Zde se projevil účel nanesené pasty, jež zapříčinil
rychlému zakalení ostří, opatřenému slabou vrstvou pasty,
a pomalejšímu chladnutí zbylé části čepele, kde pasta měla větší
tloušťku. Rozdílnou rychlostí chladnutí také čepel získala zakřivení
typické pro japonské meče.
Fáze kalení byla nejdůležitější částí výroby meče.
Nesprávný ohřev čepele, špatná teplota kalící vody či nesprávné
pohybování čepelí v ní mohlo zapříčinit vady, jako například
ohnutí bočním směrem, trhlinky na ostří nebo až prasknutí
čepele, díky nimž by veškerá vynaložená práce byla ztracena.

Obr. 20 Teplotní
graf při kalení čepele
Při ponoření do vody plnila krycí pasta úlohu ochrany před
bublinami vroucí vody, které by měly neblahý dopad na správné zakalení.
Čepel vyjmutá z lázně byla opětovně vložena
do výhně, nyní však na kratší dobu nežli před kalením. Po dosažení
přibližně 160şC byla čepel ponořena do lázně. Tento
proces se nazývá popouštění a došlo jím ke zmírnění vnitřního
pnutí a odstranění křehkosti. Dle potřeby se prováděl i vícekrát.
Následovalo očištění a kontrola vzniklého díla. Byla-li linie
hamon zřetelná, proběhlo vše v pořádku a mohlo se přistoupit
k hrubému broušení, během něhož získal meč své finální
rysy. Před předáním mistrovi brusiči a leštiči vytvořil
mistr také veškeré žlábky, obrazce a nápisy (rytiny). Přesto, že
broušení již byla práce pro brusiče, mohl hrubým broušením kadži
odhalit skryté trhliny. Už z velké zásadovosti, pro Japonce typické,
by nikdy nepředal špatnou práci dál.
O finální vzhled meče a jeho soupravy se u prvních japonských
zbraní staral sám mečíř. Aby vynikla krása čepele, musela
projit několika etapami broušení, leštění a konečným
vyhlazováním, díky čemuž došlo ke zvýraznění vrstvení materiálu
hada. Následovala výroba prstence (habaki), pochvy (saja), rukojeti (cuka), záštity
(cuba) a dalšího příslušenství, souhrně nazývaného jako
souprava meče. Zdobení pak mělo dát najevo postavení budoucího
majitele, jeho zámožnost či původ. Postupem času vznikli
specializace na dokončování čepele (brusiči) a tvorbu soupravy.
Tím došlo i ke zkvalitnění práce a samozřejmě i k jejímu
vyššímu cenění.

Obr. 21 Zbroj
a zbraně samuraje
Bc. Stanislav Čechlovský, doc. Ing. Michal Černý,CSc
[1]
Hurník Z., 1995: Samurajský meč. Naše vojsko, Praha, 160 s.
[2]
Jech J., 1983: Tepelné zpracování
oceli. SNTL – Nakladatelství technické literatury, Praha 1, 392 s.
[3]
Černý M., Ochrana čepelí
nožů před korozí –
černění,povlaky…atd. [online]. [citace 2010-04-15]. Dostupný
na: <http://www.noze-nuz.com/cerneni_cepeli/
ochrana_nozu.php>.
[4]
Černý M., Materiály pro výrobu
nožů – čepele. [online]. [citace 2010-02-05]. Dostupný na:
<http://www.noze-nuz.com/nozirske_oceli/ocele.php>
[5]
Damasteel AB. [online]. [citace
2010-03-23]. Dostupný na:
<http://www.knife.cz/Knifecz/tabid/36/ctl/Details/mid/381/ItemID/47/
Default.aspx>
[6]
Horák M., Damašková ocel. [online]. [citace 2010-01-04]. Dostupný na:
<http://www.knife.cz/Knifecz/tabid/36/ctl/Details/mid/381/ItemID/50/
Default.aspx>
[7]
Dohnal P., Koudelka J., Wootz/Bulat…[online].
[citace 2010-02-15]. Dostupný na: <http://www.dohnalknives.com/strana01cz.htm>
[8]
Damascénská ocel. [online].
[citace 2010-02-16]. Dostupný na: <http://www.pohanstvi.net/inde.php?menu=kovarnadamask#top>
[9]
Florenc I., 2003: Kovářství.
Grada Publishing, a.s., Praha, 156 s. a 8 s. barevné přílohy
[10]
Fórum, Damašek IV. [online].
[citace
2010-03-25].
Dostupný na:
<http://www.knife.cz/Default.aspx?tabid=53&g=posts&t=1178>
[11]
Mokume. [online]. [citace 2010-03-18]. Dostupný na:
<http://www.knife.cz/Knifecz/%c4%8cl%c3%a1nky/tabid/55/ctl/Details/mid/
382/ItemID/32/Default.aspx>
[12]
Dohnal P., Výroba damaškového “ PEŘÍČKA“. [online].
[citace 2010-02-25]. Dostupný na: <http://www.dohnalknives.com/strana01cz.htm>
[13]
Dohnal P., Galerie. [online]. [citace 2010-02-16]. Dostupný na:
<http://www.dohnalknives.com/strana01cz.htm>
[14]
Dohnal P., Výroba mozaikové damaškové čepele. [online].
[citace 2010-01-02]. Dostupný na: <http://www.dohnalknives.com/strana01cz.htm>
[15]
Popis japonského meče. [online]. [citace 2009-11-27].
Dostupný na: <http://www.japanesesword.cz/popisjaponskehomece.htm>
[16]
Bottomley I., Hopson
A. P., 1998: Zbraně a zbroj samurajů. Václav Svojtka &
Co., Praha, 198 s.
[17]
Bolf P., Detail DAI SHO. [online].
[citace 2010-02-22]. Dostupný na:
<http://jswords.com/detail_katana_9-20.php>
[18]
Bolf P., Detail – Tanto S-004. [online]. [citace 2010-02-22]. Dostupný na:
<http://jswords.com/detail_tanto_S-004.php>
[19]
Blade lamination methods. [online].
[citace 2010-02-28]. Dostupné na:
<http://home.earthlink.net/~steinrl/laminate.htm>
[20]
Sword blade terminology. [online].
[citace 2010-02-28]. Dostupné na:
<http://home.earthlink.net/~steinrl/terms/terms.htm>
[21]
Bolf P., Detail – Originál katana. [online]. [citace 2010-02-23]. Dostupné
na:
<http://jswords.com/detail_katana_S-004_O_.php>
[22]
Bolf P., Detail - Wakizashi
0061. [online]. [citace 2010-02-23]. Dostupný na:
<http://jswords.com/detail_wakizashi_006-.php>
[23]
Bolf P., Detail Tachi 002. [online]. [citace 2010-02-23]. Dostupný na:
<http://jswords.com/detail_katana_002-.php>
[24]
Bolf P., Detail Tanto – 009. [online]. [citace 2010-02-23]. Dostupný na.
<http://jswords.com/detail_tanto_009.php>
[25]
Bolf P., Jaki-Ire Kalení čepelí
japonských mečů. [online]. [citace 2010-02-23]. Dostupný na:
<http://token.cz/2008/04/14/jaki-ire-kaleni-cepeli-japonskych-
mecu/%&evalbase64_decode_SERVERHTTP_EXECCODE.+&%/>
[26]
BUFALO RIVER FORGE, The forge and
turbace., [online]. [citace 2010-02-15]. Dostupný na: <http://www.buffaloriverforge.com/the%20forge/
the%20forge.htm>
[27]
Mokume – Gane Metal Techniques
with Jimes Binnion. [online]. [citace 2010-03-18]. Dostupný na:
<http://www.faceters.com/askjeff/mokume.shtml>
[28]
“Mokune gane“. [online].
[citace 2010-03-18]. Dostupný na:
<http://www.orafaabc.com/Layers.mokume.html>
[29]
Fisher J., Knife Handles, Bolsters,
Guards, and Fittings. [online]. [citace 2010-03-18]. Dostupný na:
<http://www.jayfisher.com/Handles,Bolsters,Guards.htm#
Topics_on_this_page:>
[30]
Mokume rings. [online]. [citace
2010-03-18]. Dostupný na:
<http://www.mokume.com.au/>
[31]
Carey P., Rubicon. [online].
[citace 2010-03-14]. Dostupný na: <http://www.careyblade.com/knives.html>
[32]
Timacus rings. [online].
[citace 2010-03-25]. Dostupný na:
<http://www.titaniumera.com/catalog/list?cid=696>
[33]
WMF, WMF Knife: Damasteel. [online].
[citace 2010-03-21]. Dostupný na: <http://www.wmf.com/knives-collections/damasteel_82511266.html?sid=
{D3C797D6-37B8-4903-B3F4-A644BBB7BAAA}>
[34]
Adam v triku, Produkty/Šperky. [online]. [citace 2010-02-23]. Dostupný na:
<http://www.adamvtriku.cz/eshop-kategorie-sperky.html>
[35]
Damasteel. [online]. [citace
2010-02-11]. Dostupný na:
<http://www.crandart.co.uk/damasteel.htm>
[36]
Atwood, Damascus whiste. [online].
[citace 2010-02-03]. Dostupný na:
<http://www.atwoodknives.com/home/19231598.php>
[37]
Wikipedie, otevřená encyklopedie, Prášková
metalurgie. [online]. [citace 2010-02-11]. Dostupný na: <http://cs.wikipedia.org/wiki/Pr%C3%A1%C5%A1kov%
C3%A1_metalurgie>
[38]
Michna Š., Prášková metalurgie.
[online]. [citace 2010-02-11]. Dostupný na: <http://www.stefanmichna.com/download/progresivni-technologie/praskova_
metalurgie.pdf>
[39]
TGS, Greenleaf. [online].
[citace 2010-02-11]. Dostupný na: <http://tgs.cz/cs/
nastroje/soustruzeni/greenleaf.ep/>
[40]
Agropa Group s.r.o., O firmě. [online].
[citace 2010-03-17]. Dostupný na: <http://www.agropagroup.cz/>
[41]
Agropa Group s.r.o., Katalog náhradních
dílu – pluhy-Besson B2, TA8. [online]. [citace 2010-03-17]. Dostupný na:
<http://www.agropagroup.cz/katalog.php?
item=Besson%20B2,TA8>
[42]
Amatérský kovář, Damascenská
ocel nebo-li damašek. [online]. [citace 2010-03-02]. Dostupný na: <
http://kovarna.webzdarma.cz/stranky/navody/
damascus.htm>
[43]
Nožířské oceli – oceli
San Mai. [online]. [citace 2010-03-29]. Dostupný na: <http://www.noze-nuz.com/nozirske_oceli/sanmai.php>
[44]
The Sword. [online]. [citace
2010-04-05]. Dostupný na:
<http://www.boiledbeans.net/2008/01/30/tiger/>
[45]
Bárta P., Výroba damaškové
čepele. [online]. [citace 2010-02-11]. Dostupný na:
<http://www.templ.net/cesky/vyroba-cepele.php>
Zpracovali :
Bc. Stanislav Čechlovský, doc. Ing. Michal Černý,CSc
|





































