
|
NABÍDKA ZNAČEK NOŽŮ : AKTUALITY SKLADEM SLEVY-AKCE VÝPRODEJ ABKT Tac Akinod Aku Strike Al Mar Amare American Tomahawk Anglesey Anza Artisan Attleboro Knives Bark River Bastinelli Creations Bastion Bear & Son Becker Knife & Tool Begg Knives Benchmark Benjahmin Beretta Bestech Knives Beyond EDC Black Fox Blackjack Classic Blackhawk Blades Blade Tech Boker Bradford Knives Bradley Brous Blades Browning Buck BucknBear Byrd by Spyderco Camillus Canal Street Cardsharp2 IS CDS CH Knives Cherusker Civivi CJRB Chroma Scales CMB Made Knives Cobratec Cold Steel Combat Ready Condor Columbia River (C.R.K.T.) CS Green River Tactical CSSD/SC Bram Frank Cudeman D-Tac Damned Designs Darrel Ralph Defcon Blade Works Deejo Demko Dendra DICTUM Dirty Bird Double Star Douk-Douk Down Under DOVO DPX Hest Du-Star Eickhorn Solingen EKA Elite Tactical EOS ESEE Ferrum Forge Knife Works Finch Fisher Space Pen Flytanium FOBOS Knives Fred Perrin G.Sakai Ganzo Gerber Grohmann Grissom Guardian Tactical Halfbreed Blades Havalon Hazen Knives Heckler & Koch Heretic Hibben Knives Higonokami Hoback Hogue Honey Badger Hen&Rooster HTM Ibberson Yacht IXL Jason Perry Blade Works Ka-Bar Kai USA Kanetsune Kansept Karbon Kellam Finland Kershaw Kissing Crane Kizer Kizlyar Knives of Alaska Komoran Krudo Kubey Kunwu Lansky Knives Linton LOTAR Mantis Knives Marbles Marttiini Maserin Master Cutlery Maxace Maxpedition Maxpedition Knives Mcusta Medford Mercury Meyerco Microtech Mission Moki Morakniv Muela Myerchin Nemesis Nezařazeno Nieto Nite Ize Nože-Nůž Ohta Old Hickory Ontario Knives OTTER-Messer Outdoor Edge Pathfinder Patriot Bladewerx Pena Knives Pouzdra na nože PMP Knives Quartermaster QSP Knife RAMBO Ranger Knives RAT Cutlery Real Steel Reate Knives Reiff Knives Remington REVO Rike Knife Robert David Laguiole Roper Rough Ryder Rough Ryder Reserve Ruger RUIKE S-TEC Samura Sanrenmu Santa Fe Stoneworks SCAR Blades Sencut Sheffield Shadow Tech Shieldon Schrade SIG Skif Knives Smith & Wesson (S&W) Sniper Bladeworks SOG Southern Grind Spartan Blades Spyderco StatGear Stedemon Steel Will Stroup Knives Svord Takumitak TEC Accessories Tekta Knives Templar Terzuola Timberline Knives Tools for Gents TOPS Knives Trivisa Ultra-X United Cutlery Utica UZI V NIVES VDK Knives Viking Tactics Vosteed Vystřelovací Automatické nože Wachtman Wander Tactical We Knife Co Ltd Wesn Witharmour Wild Steer Willumsen XIN Cutlery Zero Tolerance Zoe Crist PODLE POUŽITÍ : KUCHYŇSKÉ NOŽE Vystřelovací Automatické nože Filetovací nože Pouzdra na nože Vrhací nože Záchranářské nože Škrtadla (podpalovače) Damaškové nože Potápěčské nože Údržba nožů Taktická pera, Teleskopické obušky, Nunchaku, Kubotan, Sebeobrana Paracord - Parachute Cord BROUSKY BRUSIVO : KAMENOŽROUT Lansky Spyderco DMT KME Sharpeners C.R.K.T. EZE-LAP Norton Sharpeners Japanese Waterstone Hewlett Sharpeners Gerber Boker CASE Kershaw Marbles Arkansas Sharpeners Smith's Sharpeners Schrade Sharpeners Warthog Work Sharp Kapesní brousky Belgické břidlice Vodní kameny Suehiro/Cerax Vodní kameny Naniwa Vodní kameny King/Sun Tiger Real Steel KONTAKT OBJEDNÁVKA zavírací nože nože s pevnou čepelí kuchyňské nože lovecké nože rybářské nože vojenské nože kapesní nože dýky brusivo brousky UŽITEČNÉ INFORMACE : Převod jednotek (inch na cm...atd) Anglicko-český nožířský slovníče Nožířské ocele Sitemap Nože-Nůž Sitemap.txt Sitemap.xml |
|
RECENZE 31.10.2022 - Moje současné, minulé i budoucí EDC zavíráky - VIDEORECENZE AKTUALIZOVANÝ SEZNAM SKLADOVÝCH POLOŽEK - KLIKNOUT ZDE !! VŠE V TOMTO SLOUPCI SKLADEM KS1812OLCB Kershaw Dividend Composite Olive  AMK4116 Al Mar 4" Ultralight Titanium  AMK4126 Al Mar 4" Ultralight  CR2903 CRKT FOLDING HISSATSU A/O  KS2077 Kershaw Strata XL Framelock  ON8875 Ontario Carter Prime Titanium EDC  ON1776 Ontario Cerberus Folder  CIVC19010C4 Civivi Appalachian Drifter II  BCC901 Bradley Kimura Butterfly OD Green G10  KS1556TI Kershaw Cryo II.  CR5401 CRKT Seismic Deadbolt Lock  ON8874TC Ontario RAT I Linerlock Green  KS1870OLDAM Kershaw Knockout A/O Damascus  KO019 Komoran Karambit Linerlock Black  KS5510 Kershaw Norad  SC81GP2 Spyderco Para-Military 2  C19010CDS3 Civivi Appalachian Drifter Linerlock  KA1487 KA-BAR TDI ANKLE KNIFE PART SERRATED  SC149GP Spyderco Valloton Sub-Hilt Folder  ON6518HKP Ontario The Vulpine Blade + kozene horizontalni pouzdro  KA4062BLU KABAR DOZIER FOLDING HUNTER BLUE  CS17T Cold Steel Kobun  ON8848 ONTARIO RAT 1 LINERLOCK PLAIN  CS49LCKZ Cold Steel SRK SK5 Steel  CS49LRTZ Cold Steel Recon Tanto SK5 Steel  ON8867 Ontario Rat 1 With D2 Steel  KS6034 Kershaw Emerson CQC-6K  BRK1301 ESEE Avispa  SC10PGRE Spyderco Endura 4 British Racing Green Handle 189-ZDP Steel  KA4073 Ka-Bar Dozier Skeleton  719054 Hiromoto Saku Hocho, Santoku  G1643G Gerber EZ Out DPSF S30V Satin  BRK1301 ESEE Avispa Black  ZT0452CF Zero Tolerance Large Sinkevich  SC142G Spyderco Resilience G-10 Handle  ON8848 ONTARIO RAT 1 LINERLOCK PLAIN ON9101 Ontario Dozier Arrow Black Plain Edge  GH2034 HIBBEN COMPETITION THROWER TRIPLE SET  Dodávky a užitkové vozy - DOCAR ČERSTVÁ KÁVA - poznejte rozdíl! Vše co jste dosud pili se nedá srovnat s ČERSTVOU KÁVOU... |
|||







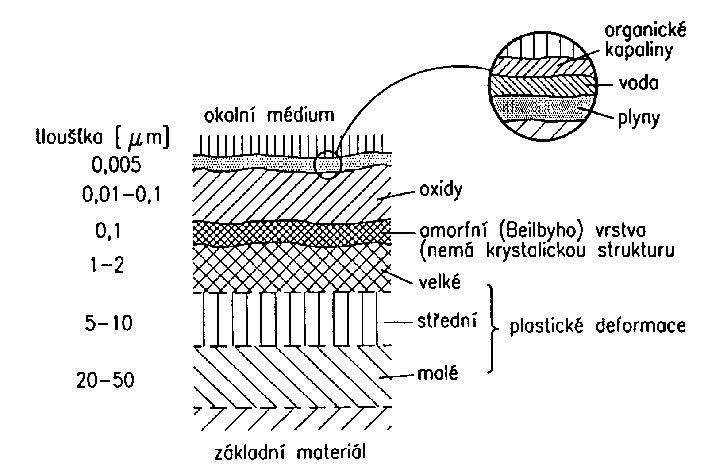 Schéma řezu povrchovými vrstvami obrobené stykové plochy
Schéma řezu povrchovými vrstvami obrobené stykové plochy

