Domácí broušení
V článku je konstrukčně řešena problematika broušení ostří na dlouhých čepelích, která v současné době není řešena na vyhovující úrovni. Chceme-li, aby řezný nástroj měl čistý tj. přesný řez, je především důležité udržovat ostří připravené pro stanovený úkol, ať už se jedná o mačety, dýky, řeznické nože, kapesní nože nebo třeba nože na papír, fólie apod. Abychom mohli říci, že máme nůž správně nabroušený, je nutné dodržet především geometrii břitu. Profesionální vzhled fasety lze získat i tím, že pošleme nůž na přebroušení do firmy, která se broušením nástrojů zabývá, druhou a poněkud levnější variantou pro více nástrojů a časově neomezenou je brousit si ostří ručně. Pokud ovšem použijeme obyčejný brusný kámen či tzv. ocílku bez dostatečných empirických znalostí nebo jiný laický náhradní postup, nikdy nedosáhneme konstantního řezného úhlu ostří fasety po celé délce čepele. Ve světě existuje několik variant, jak dosáhnout uspokojivého výsledku i při ručním, tzv. domácím broušení. Nikoliv přesně pro čepele delší než 15cm! Cílem tohoto pojednání je tedy rešeršně seznámit s aktuálně dostupnými řešeními broušení řezného nástroje a to z pohledu obou abrazivně se stýkajících materiálů během brusného procesu, ale i představit vlastní konstrukční návrh přenosného brusného modulu, se kterým lze dosáhnout kvalitního výsledku při již zmíněném domácím, resp. poloprofesionálním ručním broušení, a to i u velmi dlouhých řezných faset.
Historie broušení
V uplynulých 2000 letech západní civilizace používala jako etalon ostrosti alespoň tři přírodní předměty. Po dobu prvních 1500 let to byl hadí zub. Jak postupně vycházel hadí zub z módy začalo se po dobu dalších zhruba 100 let říkat ostrý jako připínáček. Když už připínáček nebyl dost "ostrý" začalo se říkat ostrý jako břitva, což se ostatně používá dodnes.
Historie broušení se ve skutečnosti píše od doby objevení brusných materiálů a pokračovala s tím jak se vyvíjely brusné nástroje, které člověk používal k výrobě předmětů, jenž mu zajišťovaly přežití, popřípadě i osobní pohodlí. Příběh začíná již u pravěkého člověka, který zjistil, že nemusí štípat nástroj z pazourku, ale že může nabrousit tento tzv. "pazourkový nůž " třením o pískovec, popřípadě o hrubou skálu. V pozdější době, ještě před vynálezem keramiky, se používalo brusiva na výrobu nádobí. Již staří Egypťané také znali broušení, pomocí kterého opracovávali velké kamenné bloky používané na stavbu pyramid.

U Egypťanů má počátek i samotné broušení kovů, jehož původ souvisí s objevením metalurgie kovů. Než člověk vymyslel brusný proces s ručním pohonem, uplynulo mnoho století. V průběhu staletí se broušení stalo velmi ceněným uměním především díky ostření nástrojů a tvorbě ornamentů. Ve Středověku, až do dob průmyslové revoluce, se používalo brusných materiálů převážně k ostření a leštění nástrojů, zbraní a brnění. Intenzivní rozvoj broušení nastal teprve v druhé polovině 19. století, v době rozmachu strojírenství. Od této doby se stalo broušení jednou z velmi produktivních metod přesného obrábění materiálů. V dnešní době tvoří broušení kolem 20-25% celkového strojního obrábění. Společnost by bez broušení nemohla prosperovat. Téměř vše, co používáme, je broušené. Jak bychom mohli naostřit řezné nástroje pro řezání, frézování, soustružení a vrtání bez znalosti broušení? Jak bychom mohli vyrábět kuličková ložiska pro stroje a vozidla bez finálních brusných operací u obou kroužků i valivého elementu?
Broušení všeobecně
Broušení se dá definovat jako hromadné mikrořezání neboli abraze vrstev materiálu na povrchu tělesa za pomocí jemných zrn brusiva. Tato zrna jsou používána k broušení ve volné formě v podobě prášků či brusných emulzí, nebo ve formě vázané v podobě brusných segmentů, kotoučů nebo brusných kamenů.
Broušení obecně se vyznačuje produktivitou, která je dána velikostí obroušené plochy za jednotku času a dále pak kvalitou povrchu. Ostrostí zrn brusiva je umožněno odebírání velmi malých třísek při vzniku relativně malých deformací materiálu. Tato technologie umožňuje obrábění i velmi tvrdých materiálů jako jsou slinuté karbidy, nástrojová ocel, minerály atd. Broušení se od obrábění pomocí klasického ocelového nástroje liší především v geometrii břitu nástroje. Brusné zrno má, na rozdíl od obráběcího nástroje, vždy záporný úhel čela břitu. Tento břit není souvislý a je dělený pro každé zrno zvlášť. V mnohých ohledech se broušení podobá opotřebovávání součástí. Jako tato by byla namáhána třením, tzv. abrazí. Avšak od tření se liší v tvrdosti ploch, která je u broušeného tělesa mnohem nižší, kdežto zrna, které jsou na povrchu brusného nástroje, jsou mnohonásobně tvrdší. Také hrubost brusné plochy je při broušení mnohem vyšší než u broušeného tělesa (drsnost a struktura povrchu). Samotné broušení nástroje je v podstatě proces deformace ostrou hranou určité geometrie, s úhlem řezu, který je umístěn na kotouči - nástroji, určeném k odběru broušeného materiálu. Základní podmínkou, která musí být splněna při broušení, je již zmíněná rozdílná tvrdost. Brusný nástroj musí mít pochopitelně vždy vyšší tvrdost, než materiál, který chceme brousit.
Brusné materiály - přehled
Brusné materiály lze z pohledu původu rozdělit na dvě skupiny:
- přírodní (získané úpravou přírodního kamene)
- syntetické (slinované, resp. homogenizované a uměle připravené hmoty)
Přírodní brusné materiály
Jako přírodního brusiva se v dnešní době používá korund, smirek a křemen.
Korund - Minerál, který se skládá převážně z krystalického oxidu hlinitého (Al2O3, kterého je 80-90%) a s příměsí dalších minerálů. Tento materiál je velmi tvrdý a nepříliš křehký. Přírodní Al2O3 krystalizuje v hexagonální krystalové soustavě.
Smirek - Minerál na bázi krystalického oxidu hlinitého (maximálně 60% Al2O3). Podle obsahu vedlejších příměsí se snižují jeho brusné vlastnosti.
Křemen - Minerál obsahující hlavně oxid křemičitý (SiO2) až do obsahu 97% .
Syntetické brusné materiály
Umělá brusiva se získávají tavením v pecích a po jejich vychladnutí se drtí na zrno a prášek. V hojné míře používané uměle vyráběné materiály jsou umělý diamant, kubický nitrid bóru, elektrokorund, karbid křemíku a karbid bóru.
Umělý diamant - Získává se pomocí katalyzátoru z materiálů, které obsahují uhlík (grafit, případně saze nebo dřevěné uhlí). Za vysoké teploty a tlaku se mění krystalická hexagonální mřížka grafitu na mřížku diamantu - krychlovou.
Kubický nitrid bóru - Je velmi tvrdý materiál, který byl vynalezen v roce 1957. Skládá se z 43,6% bóru a 56,4% dusíku. Jeho krystalická mřížka se podobá diamantové.
Elektrokorund - Je to krystalický oxid hlinitý (Al2O3), který se získává vytavením bauxitu v elektrických pecích. Podle obsahu oxidu hlinitého rozlišujeme dále elektrokorund na normální, bílý a monokorund.
Karbid křemíku - Je sloučenina křemíku s uhlíkem (SiC), jenž se vyrábí v elektrických pecích za teploty 2 100 až 2 200 °C. Základní surovinou pro výrobu je křemenný písek, koks a antracit.
Kubický karbid bóru - Obsahuje krystalický karbid bóru (B4C), kterého je až 94% a malé množství příměsí. Vyrábí se z technické kyseliny borité (B2O3) a uhličitého materiálu s malým obsahem popela ropného koksu.
Historie brusných materiálů
Jediný brusný materiál, který znal pravěký člověk byl pravděpodobně křemík ve formě písku, oblázku a pískovce. Ostatní brusné přírodní materiály jsou známe až od starověku, kdy se objevil smirek, granát a diamant. Hodnotu smirku, jakožto brusiva znali již staří Řekové a Římané. Diamanty se začali těžit přibližně kolem roku 800 - 600 př. n. l. v Indii. Jedna z první zmínek o použití diamantového prášku k broušení je z 15. století z Belgie, kde se používal při výrobě hodin.
Nožířské materiály - přehled
Řezné nástroje a nože obecně mohou být vyrobeny z mnoha ocelových a pseudoocelových materiálů. Každý z materiálů má své výhody i nevýhody.
Uhlíková ocel - Je kalitelná slitina železa a uhlíku, která se dá nabrousit tak, že je velice ostrá, dobře drží ostří a dá se snadno přebrousit. Nevýhodou je její náchylnost ke korozi.
Nerezová ocel - Je slitina železa, uhlíku (malé procento), chrómu (nad 14%), niklu a molybdenu. Ostří z toho materiálu nejde nabrousit na takovou ostrost, jako když je vyrobeno z uhlíkové oceli. Výhodou naopak je vysoká odolnost proti korozi.
Vysokouhlíková nerezová ocel - Obsahuje vyšší množství uhlíku než uvedená nerezová ocel, což má za následek zlepšení vlastností oceli (je kalitelná). V podstatě se v ní pojí dobré vlastnosti uhlíkové a nerezové oceli. Čepele se nezbarvují (neflekatí!) korozními zplodinami a zároveň dobře drží ostré ostří.
Vícevrstvé materiály - V podstatě se jedná o skování dvou a více materiálů na sebe. Čepel vyrobená z těchto materiálů pak má vlastnosti každého z nich. Na příklad plát tvrdé, křehké oceli může být zakován mezi dva krajní pláty, které jsou vyrobeny z měkké, nerezové a houževnaté oceli. Takto vyrobená "sendvičová" čepel je velmi ostrá a zároveň i odolná proti fragmentaci.
Druhou možností výroby vrstevnatého materiálu je jeho překládání. Kovářsky se svaří ocelové pláty (různé druhy oceli, které se liší nejen odstínem šedi, ale i obsahem uhlíku a některých legujících prvků?!) a potom se mohou po vybroušení leptat za účelem získání charakteristických, např. vrstevnicových obrazců. S ohledem na počet přeložení a opětovného prokování mohou čepele mít desítky až tisíce vrstev (damašková ocel).
Titan - Je houževnatější a pevnější než podeutektoidní ocel, lépe odolává korozi (blesková pasivace vrstvou TiO2) a má obecně lepší poměr pevnost/měrná hustota než ocel. Skutečnost, že je ale měkčí než kalená ocel, nelze ho ani tak dobře nabrousit. Intermetalické sloučeniny v jeho slitinách (wolfram, vanad) ale umožňují dosáhnout vysoké odolnosti řezné fasety proti opotřebení - tvrdé precipitáty umístěné v titanové matrici!
Keramika - Nože z keramiky (např. Al2O3, ZrO2 apod. ) jsou velmi tvrdé a křehké. Jejich ostří vydrží velmi dlouho ostré a nepotřebuje žádnou údržbu. Zároveň vůbec nepodléhají korozi. Zato jsou však křehké (malá odolnost proti dynamickému namáhání), v případě namáhání na ohyb dochází ke štípání a fragmentaci čepele lasturovým lomem.
Práškové oceli - Jsou vyrobeny technologií, jakou se vyrábí slinuté karbidy. Lze "namíchat koktejl" jejich vlastností. V současné době je to nejkvalitnější nožířský materiál ocelového charakteru (ZDP189, CPM S30V). Atomizovaná ocel (roztavená ocel se specielním chemickým složením je sprayovaná do tekutého dusíku, následně objemově tvářená a v konečné fázi tepelně zpracovaná - zušlechtěna) je nejen tvrdá (až 68 HRC), korozivzdorná, ale současně i poměrně houževnatá (nad 60 J(!)).
Plasty - Nože z nich vyrobené jsou většinou na jedno použití. Aby byly alespoň trochu funkční, mívají ve většině případů zoubkované ostří a většinou se nebrousí. Při broušení vzniká otřep, který znehodnocuje řeznou efektivitu nástroje v důsledku deformace (ohybu) tohoto otřepu.
Přínos broušení ostří
Broušení nožů je, jak bylo uvedeno, dobře propracovaná a historicky prověřená činnost při péči o tohoto nejstaršího pomocníka člověka. Snaha o dosažení co nejlepších řezných účinků vede přes kompromis mezi penetračními vlastnostmi (pronikání čepele do řezaného materiálu) a odolnosti fasety čepele proti materiálovému porušení (plastické deformace fasety u měkčích ocelí, křehké porušování velmi křehké a tvrdé oceli mikrotrhlinami, které vedou i k vylamování ostří až po "vydrolování" karbidů z fasety u super-slitinových řezných materiálů). Ostřením se regeneruje a upravuje řezný úhel, který byl z pohledu uvedeného kompromisu odborníky stanoven na cca 20°. Pro sekání se zvětšuje hodnota úhlu až na 30°. Čím více se použití čepele, tj. ostří blíží hladkému tlakovému řezání (holení břitvou), tím více klesá hodnota řezného úhlu k hodnotě 10° (i méně!). Význam dokonalosti provedení řezné geometrie je u všech typů výbrusů prvořadá. Když se abstrahuje případ tupého nástroje s poloměrem zaoblení fasety více než 100 µm, je dalším negativním dopadem nevhodné geometrie fasety variabilní úhel řezu, který se může pohybovat v rozmezí nadměrného odporu proti vnikání nástroje na jedné straně (velký úhel), až po efekt svírání v místě "belly" na straně druhé (malý úhel). Oba případy brání plynulosti v procesu řezání. Proto je zachování konstantního úhlu řezu velmi důležitou podmínkou hladkého řezání. Stejně tak je důležitá i struktura povrchu fasety. Ta se mění v závislosti na způsobu řezání. U tlačného řezu s malým úhlem je vítaná hladká faseta (břitvy), u řezání tahem je přínosem faseta modifikovaná jemným reliéfem, vytvořeným zrny brusiva, tzv. mikrozuby. Struktura je tedy přímo funkcí metody broušení.
Tyčové brusné nástroje
Keramické brusné tyčinky
Keramické brusné tyčinky, známé také jako "rock sticks", jsou odlišné od brusných kamenů. Tyčinky jsou upevněny v podstavci pod určitým úhlem a ostří je po nich vedeno směrem dolů, jak když se krájí. Úhel broušení se může měnit naklápěním nože vůči tyčinkám. Mnoho z těchto typů brousků se dodává pouze s jednou sadou brusných tyčinek, takže jejich použití je celkem omezené. Výjimkou je brousek Tri-Angle Sharpmaker od firmy Spyderco.
V sadě jsou tři páry keramických (Al2O3) tyčinek a to středně hrubé, jemné a ochranné. Každá z tyčinek má trojúhelníkový tvar se zaoblenými hranami, což dovoluje brousit i zoubkované ostří. Tyčinky jsou upevněny tak, že můžete brousit buď agresivně a rychle nebo můžete vytvářet hladký brus pomalu. Tento brusný set umožňuje brousit ostří pod úhly 40°, 30° a 12,5°. Drážky, které jsou v kamenech umožňují brousit například rybářské háčky nebo šipky.

V podstatě stejné uložení tyčinek používá i brusná sada od firmy Lansky. Tyčinky od tohoto výrobce mají kulatý tvar. V sadě jsou dodávány také tři typy tyčinek, avšak všechny tři páry jsou brusné, jako ochrana zde slouží plastová krytka.

Mobilnější obdobou tohoto systému (také od firmy Lansky) je skládací brousek Fold-A-Vee. Je snadno přenosný protože se dá skládat, nabízí dvě polohy nastavení úhlu broušení. Tento model je využíván převážně na broušení rybářských a loveckých nožů.
 Diamantové brusné tyčinky
Diamantové brusné tyčinky
Pod pojmem diamantová brusná tyčinka se neskrývá diamantová tyč, ale pouze tyč ocelová a do jejího povrchu zalisovaný diamantový prach. Příkladem může být brousek Fallkniven Diamond. Jeho pracovní část je opatřena speciální vrstvou TiAlN (Titanium-Aluminium-Nitride) s vysokou tvrdostí, který prodlužuje životnost nástroje 2-7 x a zvyšuje i kvalitu broušených povrchů.

Při broušení tímto nástrojem vznikají na řezné fasetě jemné mikrozuby, které ulehčují řezání. Stejné vlastnosti nabízí například i brousek Hewlett Three Step Kitchen Diamond. Již z názvu je patrné, že je brousek odstupňován a nabízí tři oddělené segmenty s odlišnou drsností. Tyto diamantové brousky lze sehnat i v "mini" provedení, které je ale vhodné pouze pro

jemnější ostření, velmi tupá nebo dokonce poškozená faseta by s tímto typem brousku v podstatě ani nabrousit nebo opravit nešla. Příkladem "mini" provedení může být brousek Ultra-Tek Blade Sharpener 2536 od firmy Kershaw, který má oválnou brusnou tyčinku jenž se dá zastrčit do hliníkového pouzdra.
Štěrbinové brusné nástroje
Na trhu je spousta štěrbinových brusných nástrojů, které slibují jednoduché broušení. Teoreticky vezmete nůž a párkrát s ním projedete a měl by být ostrý. Většina z nich jsou lacinými triky, které jsou pro naivní zákazníky, avšak některé z nich přece jen dokážou naostřit. Nejjednodušší brousky toho typu používají wolframové karbidy uložené do určitého úhlu. Toto řešení obrousí kov z hrany a zanechá ji ostrou, ale značně nepravidelnou. Vytvoří počáteční úhel, ale deformuje ostří (vyhnutí) a zároveň není žádná možnost, jak kontrolovat, resp. nastavovat profil ostří. Pokročilejší štěrbinové brousky využívají dvou párů keramických koleček, případně tyčinek - středně hrubé a jemné. Jejich schopnosti honování jsou dobré, zato je u nich velmi omezená schopnost nástroj nabrousit s větším úběrem.

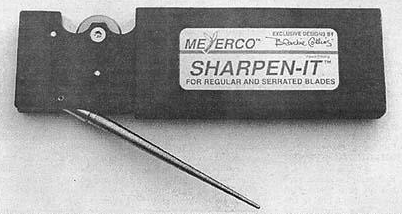
Nástroj, pomocí kterého se jak dobře brousí tak i honuje je brousek Sharpen- It od firmy Meyerco. Jsou v něm uloženy jak karbidová kolečka na primární broušení, tak i keramická kolečka na honování. Je zde také kuželovitý brousek na ostření zoubkovaného ostří.
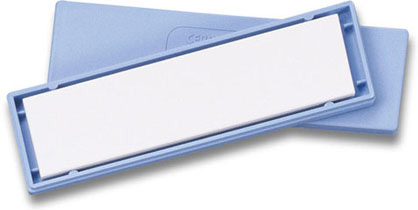
Kvalitním typem štěrbinového brousku je levný model od firmy Nomark.
Brousek od firmy Nomark
Jsou v něm umístěné dva páry keramických tyčinek, které jsou nastavené na 20°. Šedé tyčinky jsou brusné a bíle honovací. Hodí se pro obnovu lehce tupého ostří.

Brusné kameny
Přírodní brusné kameny
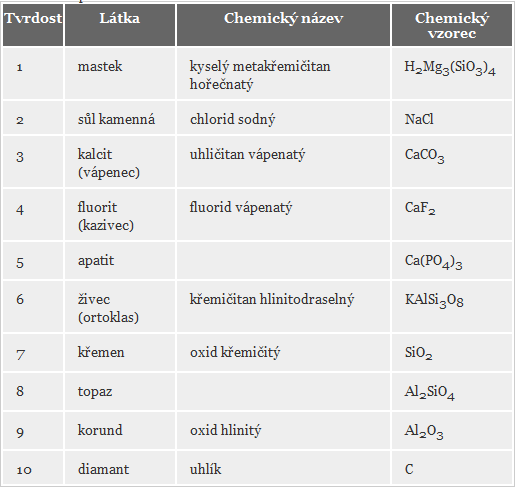
Přírodní brusné kameny jsou kameny nacházející se v přírodě i kameny upravené. Washita a Arkansas jsou přírodní těžené kameny. Kvalita je různá, a kámen dlouhý 20cm může být jinak tvrdý na začátku a na konci. Mnoho kamenů, které se dnes prodávají jsou kameny zrekonstruované. Brusný materiál, ze kterého jsou vyrobeny je Novaculite. Dosahuje tvrdosti okolo 6,5 na Mohsově stupnici, což je jen o trochu víc než ocel.
Pravé Japonské a Řecké vodní kameny jsou také z přírodních zdrojů. Přírodní brusiva jsou velmi vhodná pro uhlíkové oceli, ale pro tvrdší nástrojové oceli, popřípadě nerezové vytvrzené oceli jsou nevhodné.

I když nejlepších výsledků dosáhneme na suchém kameni, má brusný kámen tendenci se při broušení "ucpávat" - zanášet ocelovým prachem. Měli bychom jej smáčet vodou nebo jemným olejem ( v U.S.A. se používá při broušení převážně olej).
Kameny z oxidu hliníku
Oxid hliníku, který má tvrdost kolem 9,2 na Mohsově stupnici, je vsazen do porézní
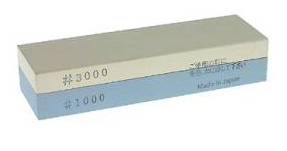
matrice, nebo je přilepen na rekonstruované kameny včetně Japonských vodních kamenů (resinové lepidlo) a Indických kamenů (glazura). Původně byl tento materiál získáván z přírody ve formě smirku a korundu, ale průmyslová výroba brusiva jeho výrobu kolem začátku 20. století přepracovala. Příkladem takového kamene může být kámen Suehiro, který má z každé strany materiál s jinou zrnitostí. Tyto kameny mohou být používány za sucha, ale může být použit i olej.
 Keramické kameny
Keramické kameny
Keramické kameny jsou vyrobeny z oxidu hliníku, popřípadě z karbidu křemíku. Karbid křemíku dosahuje tvrdosti okolo 9,5 Mohsovy stupnice a je schopný obrousit vše, kromě nástrojů z tvrdokovu. Firma Spyderco nabízí keramické kameny v široké škále velikostí i zrnitostí. Keramické kameny by měly být používány pouze suché nebo s vodou. K jejich vymytí, pokud je to nutné, je vhodné použít čistící prášek.
 Diamantové kameny
Diamantové kameny
Průmyslové diamanty jsou nalisovány na ocelový hranol a tento celek tvoří diamantový kámen. Diamant má tvrdost 10 na Mohsově stupnici. Používají se dva velice odlišné typy diamantů. Jeden je diamant monokrystalický, který vydrží déle, protože nepopraská tak rychle jako diamant polykrystalický. Polykrystalický diamat je samozřejmě mnohem levnější.
Hlavními výrobci diamantových brusných kamenů jsou firmy DMT a Eze-Lap. Firma DMT používá k výrobě pouze monokrystalických diamantů. Zajímavým "kamenem" je Chef's Choice 400 od firmy Edge Craft's. Skládá se z tenké diamantové vrstvy, která je přes plech uložena na magnetickém držáku.

Vrcholným výrobkem mezi diamantovými kameny je výrobek firmy Fallkniven. Povrch tvoří diamantový prach, jehož zrna mají maximální velikost 25µm a z druhé strany je kamen tvořen speciální vrstvou z umělého safíru.
O zvlhčení diamantových kamenů platí to samé jako o kamenech keramických - brousit nasucho nebo pod vodou.

Brusné sady s vodícím segmentem
Slide Sharp System
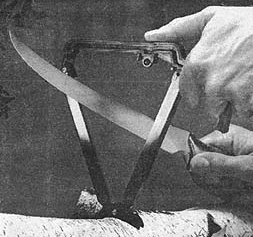
Tento brusný systém vyrábí firma CRKT. Sada se skládá z dřevěné základny, do které se upevní kolmo brusná tyčinka, následně se na tuto tyčinku navlékne jedno ze dvou dodávaných vodítek, a na vrch brusné tyčinky se nasadí opěrka pro ruku. Systém pracuje tak, že do štěrbiny ve vodítku se vsune nůž a jak vodítko klouže dolů, tak zároveň nožem táhneme, jako když řežeme. Nevýhodou tohoto systému je, že můžeme nabrousit nůž pouze pod dvěma úhly, které jsou v podstatě dané vodítkem a dále je to orientace mikrozubů, které jdou souběžně s ostřím.

 Lansky Deluxe Sharpening Systém
Lansky Deluxe Sharpening Systém
Tento systém od firmy Lansky umožňuje přesně nabrousit fasetu nože pod vhodným řezným úhlem. Tento systém se vyznačuje tím, že při jisté zručnosti lze dosáhnout velmi dobrých výsledků v naostření fasety. Nevýhodou je nepříliš pevné uchycení čepele a nejasně definovaný úhel řezu. Sada je dobře skladná do malého kufříku a obsahuje i speciálně vyrobený honovací olej. Sada zahrnuje barevně odlišené honovací držáky, které mají bezpečné ergonomické uchopení a navíc v porovnání se systémem např. DMT, každý držák má v sadě svou vlastní tyčinku.

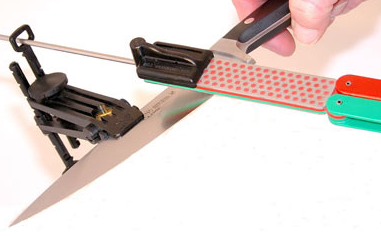
 DMT Aligner
DMT Aligner
Tento systém od firmy DMT na rozdíl od Lanskeho je určen pro broušení jen za sucha. Sestavení lze připevnit k čepeli o něco lépe, nicméně kvůli jeho plastové konstrukci není trvanlivost tohoto systému dlouhá. Nevýhodou je také pouze jeden držák na brusné destičky v balení, takže při každé změně hrubosti musíme destičku v držáku vyměnit. Při delších čepelích se také zmenšuje úhel směrem ke špičce. Výhodou je naopak dokonalá ostrost při dodržení všech zásad, a to především díky výborným brusným segmentům, který obsahují diamantový prach ukotvený v niklovém základu zalitém do plastu.

 Edge Pro Sharpening System
Edge Pro Sharpening System
Jako předchozí dva systémy, tak i tento, je naváděn pomocí drátku. Nevýhodou tohoto systému oproti Lansky a DMT je jeho menší mobilita a možnost broušení čepele jenom z jedné strany, pak se musí nůž odepnout a znova uchytit z druhé strany. Naopak výhoda je v dobrém uchycení nože do držáku a především pak v plynulém a téměř libovolném nastavení velikosti úhlu broušení.

 Elektrické brousky
Elektrické brousky
Na trhu je mnoho elektrických přístrojů na broušení nožů. Většina z levných modelů sice dokáže nůž rychle nabrousit, ale nevalně se kontroluje hloubka a brusný úhel. Těmito nástroji lze spíše nůž spolehlivě zničit než udržovat. Příkladem může být elektrický model Fire Stone od firmy McGovan, který vytváří zubatou, roztřepenou fasetu.

Trochu si lze pomoci tak, že se použije toto zařízení vypnuté a nůž se brousí o zastavené brusné kameny. Docílíme tak lepších výsledků. Pravým opakem jsou drahé elektrické brousky, se kterými lze dosáhnout při troše cviku vynikajících výsledků. Příkladem může být model Chef's Choice Edge Select . V zařízení je umístěn diamantový brusný kámen kruhového tvaru. Přístroj je konstruovaný na 3 operace, a to pro hrubé broušení, jemné broušení a leštění. Nožem musí být taženo plynule s přiměřenou přítlačnou sílou a tah by měl kopírovat tvar ostří.

NÁVRH BRUSNÉHO MODULU
Řešený problém
Hlavním cílem tohoto příspěvku je návrh co nejuniverzálnějšího modulu, který by byl použitelný jak pro krátké, tak i pro dlouhé rovné čepele a hlavně, aby bylo možné pomocí tohoto systému v co největší míře dodržet konstantní řezný úhel po celé délce ostří.
Postup řešení
Jako vzor poslouží brusné moduly Lansky Deluxe Sharpening System a DMT Aligner. Výhody těchto systémů se zkombinují a přidá se vlastní myšlenka, tzv. česká.
Nedostatky současného řešení
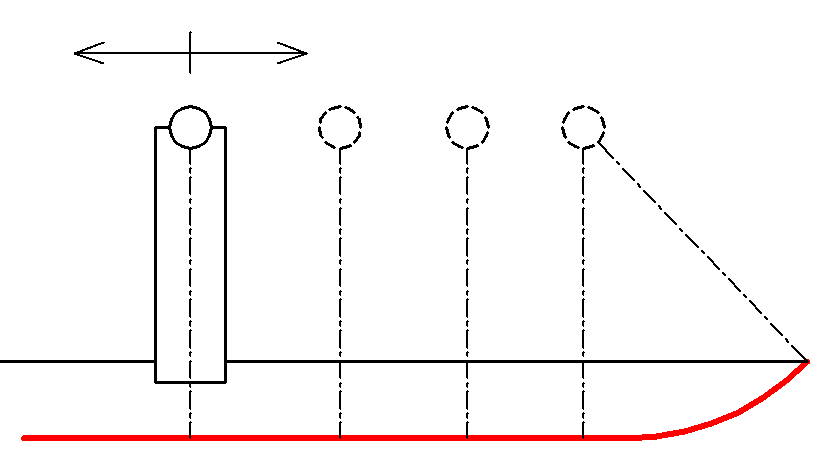
Hlavní problém systémů Lansky a DMT není ani tak v jejich uchycení k čepeli, ale v koncepci samotné. Brousek je při broušení naváděn pomocí drátku, který prochází jedním statickým očkem. Tvar hrany, při které by tento systém dodržel konstantní řezný úhel je zobrazen přerušovanou čarou.
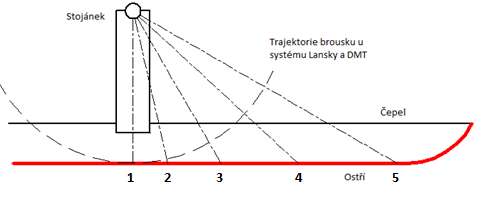
Je zcela jasné, že pokud se nastaví pevná výšku stojánku, kterým prochází vodící drátek a bude-li se měnit půdorysná vzdálenost očka od jednotlivých bodů na ostří, tak se zákonitě musí měnit i úhel, pod kterým se ostří brousí.
Úhel broušení můžeme vypočítat ze vztahu:
tg ? = Výška stojánku / Půdorysná vzdálenost očka od ostří
Z obrázku je tedy patrné, že koncepce těchto systémů je vhodná pro krátké zahnuté čepele a nelze pomocí nich nabrousit dlouhá rovná ostří s konstantním řezným úhlem po celé jejich délce.
Návrh vyhovujícího pohybu
Abychom byli schopní nabrousit ostří po celé délce pod stejným úhlem, je zapotřebí systému, který by měl očko uchycené tak, aby se jeho půdorysná vzdálenost od jednotlivých bodů ostří neměnila. Dále by očko mělo umožnit plynulý pohyb, respektive plynulou změnu své polohy a zároveň být schopno vést vodící drátek kolmo k ostří.
Tyto vlastnosti lze docílit pomocí kolejnice, po které by očko jezdilo. Dále by bylo potřeba mít možnost očko kdykoli zafixovat na jednom místě a umožnit mu rotaci. Pomocí tohoto pohybu by se dobrousila zahnutá část ostří.
Dispozice řešení
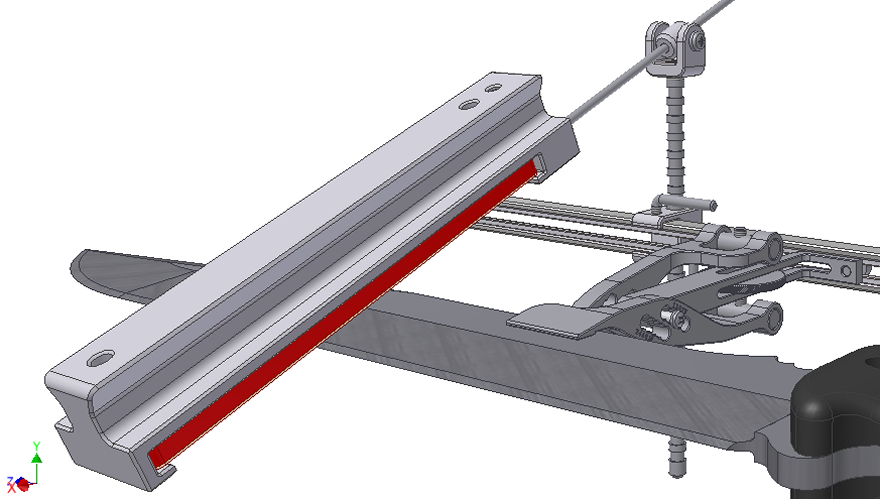
Koncepce brusného modulu I
Tato varianta je koncipována tak, aby bylo možné nůž po upnutí nabrousit z obou stran a nemuselo se měnit nastavení výšky vodícího očka.
Pomocí modulu je možné brousit čepele s tloušťkou od 1 mm do 10 mm. Řezný úhel, který je možný nabrousit, je víceméně odvislý od poměru šířky čepele k tloušťce čepele. Úhel ostří u čepelí od tloušťky 1 mm a šířky 20 mm lze nabrousit na min. 20°. U čepelí s větší šířkou lze nabrousit ostří i s menším řezným úhlem.
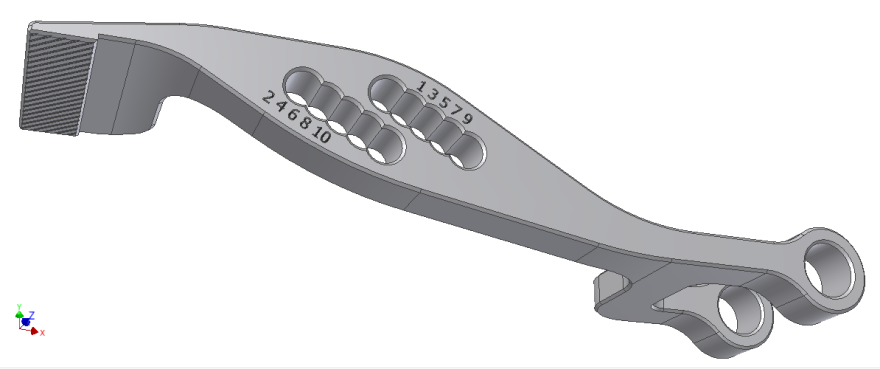
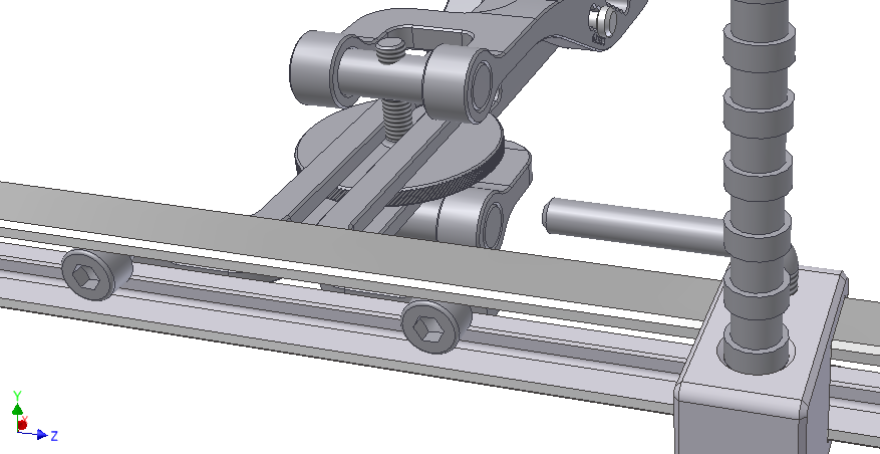
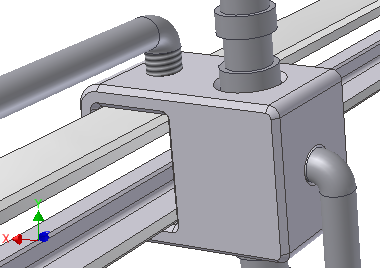
Systém se sestává z upínky, na jejímž konci je připevněna vodící lišta, po které se pohybuje jezdec. V jezdci je upevněn stojánek s vodícím očkem, kterým prochází vodící drátek držáku brousku.
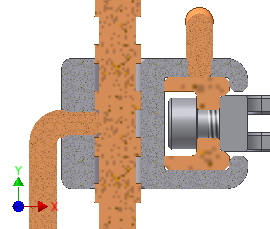
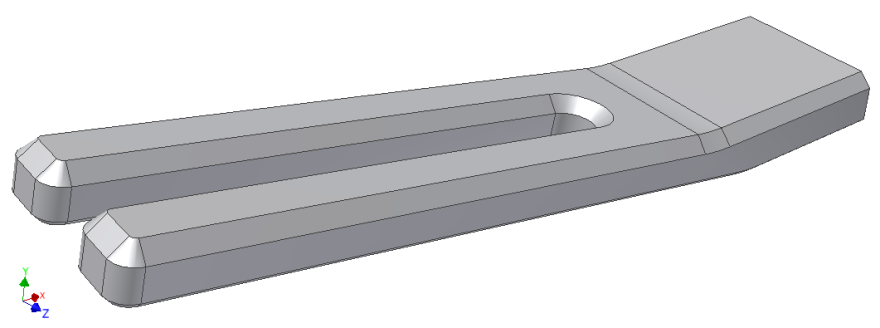
Upínka je sestavená ze dvou (stejných!) kleštin, středního dílu a stavěcího šroubu. Je možné ji nastavit pro tloušťky čepele od 1mm do 10mm. Tento rozsah lze krokově nastavovat po 1mm, což je dokonale zajištěno pomocí dvou sad děr na kleštinách.
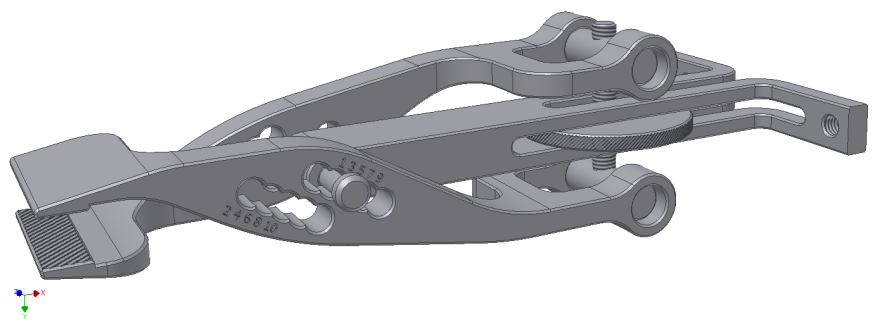
Do vybrané díry, reprezentující upínanou tloušťku, se zasune čep, který dále prochází středním dílem a otvorem (se stejným číslem, jako na první kleštině) na druhé kleštině. Čep se proti pohybu zajistí šroubem.
Dále je ve středním díle veden stavěcí šroub, pomocí kterého jsou kleštiny svírány a rozevírány. Šroub je v díle veden tak, aby při libovolné tloušťce upnuté čepele bylo vždy zajištěno její souměrné umístění (ve vertikálním směru uprostřed) vůči vodící liště, po které se pohybuje jezdec. Toto umístění stavěcího šroubu omezí nastavování výšky stojánku s vodícím pouzdrem pouze na jednou a je tedy pro obě strany čepele stejné. Šroub je s kleštinami spojený skrze čepy se závitem.
Na zahnutých koncích upínky je pomocí šroubů připevněna vodící lišta, po které se pohybuje jezdec se stojánkem a vodícím očkem. Lišta je v případě potřeby výměnná za jiné délky vodící lišty (v závislosti na délce čepele).
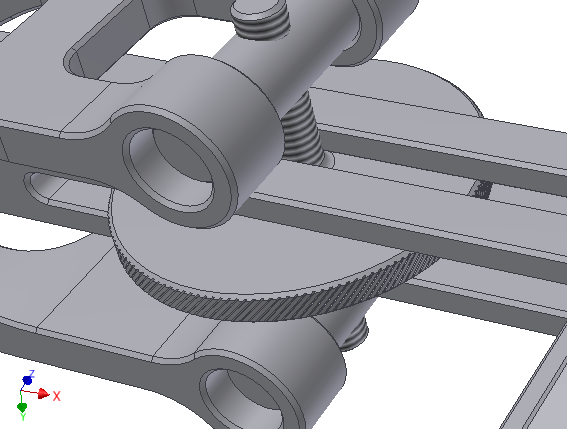
Na liště se pohybuje volně jezdec. V případě broušení zahnuté čepele, nebo zahnutého konce rovné čepele, je možné jej na libovolném místě na liště zajistit první páčkou proti pohybu a zároveň pomocí druhé páčky umožnit jeho natáčení.
V jezdci je upevněn stojánek, ke kterému je otočně připevněno vodící pouzdro.
Výšku stojánku je možné nastavovat po malých krocích pomocí zářezů a přesný úhel je možné doladit polohou umístění upínky na čepeli. Při dotáhnutí této páčky je stojánek zajištěn proti otáčení a je zajištěn stále ve stejném natočení vůči ostří. Při lehkém povolení šroubu je umožněno stojánku natáčení, ale zároveň i držení nastavené výšky stojánku. Pokud se šroub povolí tak, aby nezasahoval do otvoru pro stojánek, je možné nastavovat výšku samotného stojánku.
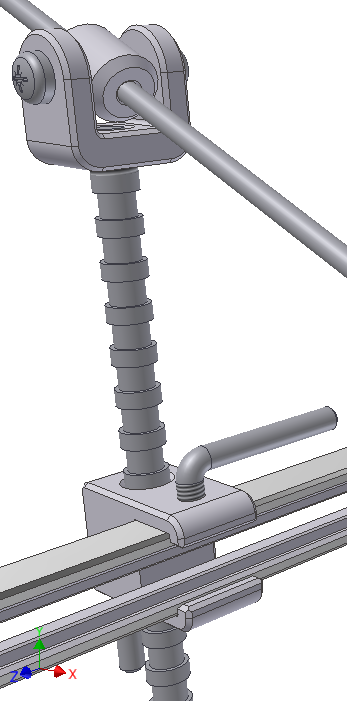
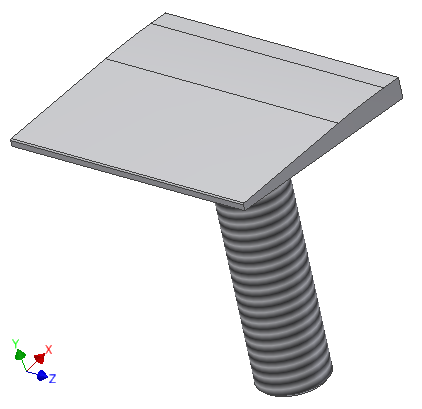
Držák je navržen na velikost brusných destiček od firmy DMT, které jsou kvalitou i rozměry příhodné. Destička se do držáku vsune a zajistí pomocí dvou šroubů. Stejně tak se do držáku vsune a šroubem zajistí i vodící drátek.
 Koncepce brusného modulu II
Koncepce brusného modulu II
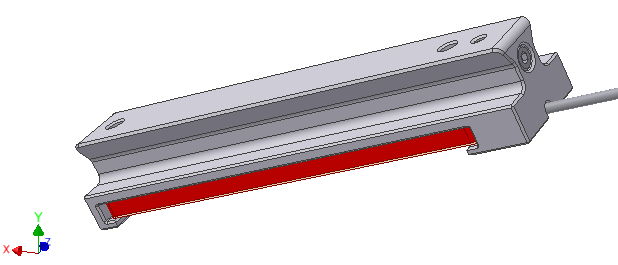
Druhá koncepce brusného modulu, se liší pouze v použité upínce. Upínka je navržena tak, aby bylo možno brousit ještě menší úhly, než jaké můžeme nabrousit pomocí modulu první koncepce, ale zároveň je možné brousit pouze jednu stranu ostří a potom je nutné nůž vyjmout a otočit. Z tohoto důvodu je tato varianta vhodná spíše pro nože s jednostranným výbrusem (např. sekáčový výbrus), kde však úhel bývá větší (minimálně 30°).

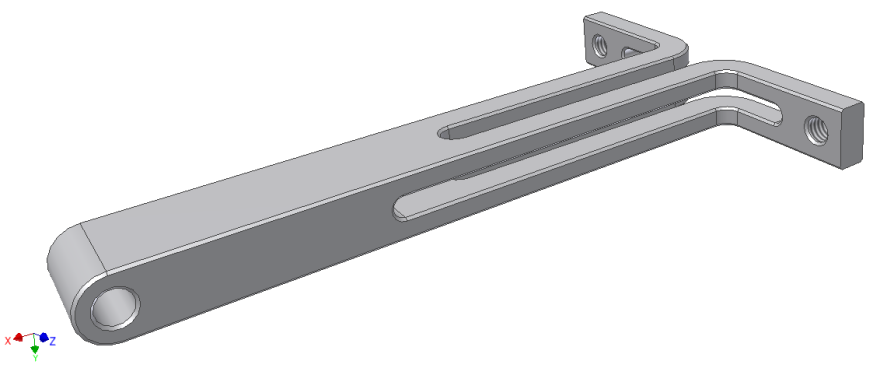
Upínka je složena ze dvou částí. Na hlavní část je pomocí dvou šroubů připevněna vodící lišta - ze zadní strany a zároveň tato část slouží i jako jedna z upínacích čelistí.
V drážce hlavní části je volně umístěna pohyblivá čelist, která se opře o upínanou čepel a dotáhne se pomocí matice.
Brousek, lišta, stojánek i jezdec jsou totožné s první variantou .
Výběr a zhodnocení varianty
Jako vhodnější byla vybrána koncepce I. Většina nožů má totiž úhel ostří dostatečně velký, aby mohl být nabroušen na tomto brusném modulu. Zároveň má většina nožů i oboustranný výbrus a s tímto řešením je broušení nože z obou stran snadnější. Snad i proto, že stačí systém na nůž upnout pouze jednou a nemusí se otáčet. Stejně tak se pouze jednou nastaví i výška očka.
Pomocí navrženého přenosného brusného modulu lze nabrousit ostří u neomezeně dlouhých rovných čepelí po celé jejich délce pod konstantním úhlem. Výjimkou mohou být zahnuté konce čepelí, kde nemusí být stoprocentně dodržena konstantní půdorysná vzdálenost očka od jednotlivých bodů na ostří. Nicméně tato vzdálenost se nemění tak dramaticky jako u stávajících řešení. Modul je možné použít pro čepele tloušťky od 1 mm do 10 mm(!). Čepele mohou být i velmi dlouhé (například nože do nůžek na dýhu, papír apod.) a díky možnosti propojovat jednotlivé lišty pomocí upínek lze vytvořit jednu dlouhou vodící lištu. Tento modul se dá nastavit i tak, že s ním lze brousit i krátké zahnuté čepele stejně jako se systémy DMT a Lansky. Vzhledem k těmto vlastnostem je navrhované řešení maximálně univerzální.
ZÁVĚR
Úvodní část pojednání má informativní charakter o současném stavu poznání. Zabývá se rešeršně problematikou broušení a materiálů brusných i broušených, a to z obecného zorného úhlu. Obsahuje zároveń stručný přehled možností ručního broušení nožů. V současné době prakticky neexistuje ucelená publikace v českém jazyce, která by se zabývala detailně problematikou broušení nožů. Stejně tak na webových stránkách je poskromnu informací o této problematice. Většina zdrojů (knižních i internetových) je pouze v anglickém jazyce. Proto lze tento příspěvek pojmout také jako zdroj informací pro širší neodbornou veřejnost a inspiraci pro domácí dílnu.
Druhá část se zabývá samotným návrhem brusného systému pro ruční broušení nožů s cílem navrhnout takové řešení, aby bylo možno dosáhnout co nejlepších výsledků při kusovém variabilním broušení ostří, a to současně při nízkých nákladech, jak finančních tak i časových. Navržená varianta I. eliminuje nedokonalosti současných brusných systémů, kombinuje jejich konstrukce a dotahuje řešení k požadované funkčnosti. Dále je dobře adaptabilní i pro obrábění pravdu dlouhých ostří, a to pomocí kombinací několika vodících lišt připevněných pomocí upínek k ostří. Jejich kombinací vzniká téměř libovolně dlouhá vodící lišta. Předvedená varianta II. je poněkud méně praktická, z důvodu nutnosti otáčet nůž v upínce, v případě broušení obou stran. Je dobře využitelná u řezných nástrojů s jednostranně broušenou fasetou.
Obě varianty jsou detailně rozpracovány samozřejmě i ve výkresové dokumentaci (montážní sestava + výrobní výkresy všech součástí), kterou lze, pro případnou domácí výrobu, získat přes stránky www.noze-nuz.com od autorů příspěvku.





























