Vybrané vlastnosti vrstvených ocelí
Damašková ocel - "opakování"
Vrstvené ocele se vyrábí od doby, kdy se mistři černého řemesla snaží získat materiál s tvrdostí vysokouhlíkových ocelí a současně s houževnatostí nízko a středně uhlíkových ocelí. Za staletí byl vytvořen historický soubor empirických poznatků o výběru vhodných vstupních materiálů, průběhu tváření, tepelném zpracování a následně i o finální úpravě čepele.
Původní strukturní "damašek" byl vyráběn originální technologií, kdy železná ruda byla tavena v malých hliněných a chemicky uzavřených kelímcích (bývalá Persie, Indie). Složení bylo vždy spojené s tradiční recepturou kováře a uchováváno v největší tajnosti. Typická kresba damašku byla utvářena při ochlazování oceli v kelímku. K jejímu zvýraznění přispívá i speciální kování. Uvedená "odrůda" damašku je označována jako strukturní (krystalický, dendritický apod.) damašek a jeho kresbu nelze dosáhnout svařováním kovářským. [2, 4]

Obr. 1 Strukturní (krystalizační) damašek, [4]
* Ing. Stanislav Čechlovský, doc. Ing. Michal Černý, CSc, Mendelova univerzita v Brně
Svářkový damašek
Je vytvářen technologií kovářského svařování téměř od počátku doby železné. Ze začátku náhodně a nouzově, později však již cíleně. Základem tohoto původně čistě empirického umění je svaření dvou ocelových materiálů s rozdílným obsahem uhlíku a legur. Překládáním a kovářským svařováním tzv. paketu z chemicky rozdílných ocelí v podobě plátů, lze dosáhnout materiálu, který má vlastnosti obou použitých ocelí. Mnohokrát je dosaženo vlastností daleko lepších než u vstupních ocelí.
Dnes mezi vstupující materiály patří oceli uhlíkové, vanadové, křemíkové a manganové z třídy 19. Pro měkkou složku se využívají houževnaté oceli třídy 11, 12, ale i niklové, rovněž z nástrojových ocelí.
Důležitá je svařovací teplota (cca 1300oC) a použití tavidel pro rozpouštění okují. Překládáním je dosaženo nehomogenního, ale strukturně pravidelného materiálu. Počet vrstev se při každém přeložení zvyšuje geometrickou řadou.
Pozn.: Při každém ohřevu se ale materiál okysličuje a oduhličuje. To vede k postupné homogenizaci damašku v objemu a postupné degradaci jeho supervlastností. Více vrstev lze proto zhotovit použitím velkého množství plátů ve počátečním paketu nebo např. jeho naseknutím na části, následným přeložením a skováním. Překládáním bývá dosaženo 32 až 500 vrstev. Existují však i tzv. mikrodamašky s počtem vrstev v řádu tisíců.

Obr. 2 Příklad kresby damašku, [Investiční rybička - Mikov a.s.]
Kresba damašku (Obr. 2) je ovlivňována již více jak 2500 let (!) počtem přeložení, směrem překládání, způsobem zpracování vstupní tyčoviny (tordováním - kroucení tyče, vrtáním, vybrušováním, ocelovou intarzií atd.), ale i použitím různých polotovarů (řetěz, ocelové lano apod.). Kresba je pozorovatelná po vybroušení a naleptání. Nejen délkou leptání a chemickým složením činidla lze ovlivnit výraznost kresby damaškové oceli.
Nerezové damašky (damasteel)
Velký pokrok nastal s příchodem pseudopráškové metalurgie. Nabízí spojení původně nespojitelných vysoce legovaných ocelí. Kreativnosti ve vytváření kresby nejsou kladeny meze. Lze vymyslet téměř libovolný obraz. (Obr. 3).

Obr. 3 Damasteel, [4]
Mechanické vlastnosti
Vlastnosti kovových materiálů jsou stanoveny prostřednictvím zkoušek vymezených v normách (EN, ISO, ČSN apod.). Vlastností nestandartního materiálu (damašek!) se určují mírně modifikovanými zkouškami (tvar vzorku, podmínky apod.).
Je-li materiál vystaven silové akci, reakcí je vnitřní napěťová nerovnováha. Ta může mít za následek deformaci. Po pružné (elastické) deformaci jako odezvy na vnější zatížení, dochází k trvalé deformaci (plastické), která se projeví změnou geometrie tělesa, které je z materiálu vyrobené. Dalším zvýšením deformačních projevů, jako důsledku vnějšího silového působení, plastické přetvoření struktury materiálu pokračuje a je zakončeno porušením atomárních vazeb vnitřní struktury materiálu, které je obecně nazýváno lomem. [5]
Na atomární úrovni je pružná (vratná) deformace spojena s nepatrným vychýlením atomů z jejich rovnovážné polohy v mřížce. Zánikem vnějšího silového působení dochází k návratu atomů do původního postavení.
Stálého přetvoření (trvalou deformaci) lze dosáhnout u kovových materiálů postupným skluzem atomárních rovin v důsledku napětí. Nejsnázeji probíhá v krystalových rovinách hustě obsazených atomy. Z tohoto důvodu jsou kovy způsobilé pro plastickou deformaci a její snadnost a rychlost je závislá na typu krystalové mřížky, teplotě a zatěžování.
Zkoušky mechanických vlastností
Mezi základní destruktivní zkoušky patří: zkouška tahem, tlakem, zkouška rázem v ohybu, zkouška tvrdosti, zkouška únavové pevnosti, makroskopická a mikroskopická kontrola struktury, speciální zkoušky. K elementárním patří:
- zkouška tahem (ČSN EN 10002 - 1) - při zkoušce je tyč zatěžována jednoosým tahem až do jejího přetržení. Stanovují se mechanické vlastnosti materiálu, vyjádřené veličinami - pevnost v tahu Rm, mez kluzu Re, smluvní mez kluzu Rp, tažnost A v %, kontrakce Z v %,
- zkoušky tvrdosti - tvrdost materiálu představuje odpor proti vnikání cizího tělesa do měřeného materiálu,
a) statické metody měření - vtlačování tzv. indentoru do materiálu sílou předepsané hodnoty. Vtisk je přepočten na hodnotu tvrdosti. Používají se metody dle Brinella, Rockwella a Vickerse. Vickersovu metodu lze využít i pro měření strukturní (pro jednotlivá zrna, fáze, povrchové vrstvy, povlaky apod.), kde se při použití nižšího zatížení než je 200g měření označuje jako mikrotvrdost. Hodnota tvrdosti se vyjadřuje bezrozměrně, v jednotkách užité metody. Např. 56 HRC (Rockwellova metoda, C - diamantový kužel a zatížení 150 kg).
b) dynamické zkoušky tvrdosti - pomocí Poldi kladívka, Shoreho odrazové zkoušky apod.
- zkouška rázem v ohybu (ČSN EN 10045 - 1) - vlastností materiálů při dynamickém namáhání a chování zkoušeného materiálu z hlediska křehkému porušení. Umožňuje stanovit podmínky iniciace křehkého porušení. Jedná se o přelomení normalizované zkušební tyče nárazem tzv. Charpyho kladiva. Zkušební tyč může být hladká nebo s vrubem. Je položena na dvou podporách. Výsledkem zkoušky je nárazová práce [J]. U hladké zkušební tyče je výsledkem rázová houževnatost a u tělesa s vrubem je stanovena vrubová houževnatost [J/cm2], tj. nárazová práce vztažena na výchozí průřez vzorku (pod vrubem). [5, 6]
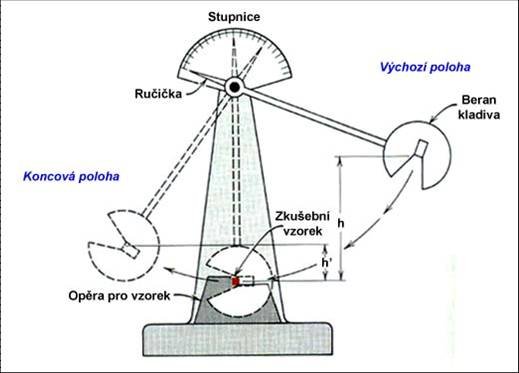
Obr. 4 Charpyho kladivo, [7]
Vlastní měření
Zkušební vzorky - damašková ocel byla připravena kovářským svařováním z paketu, který byl složen ze 17 vrstev (9 vrstev tvořila nástrojová ocel 19 133 o tloušťce 6 mm a 8 vrstev ocel 80NiCr11 v podobě pilových pásů o tloušťce 1,2 mm. Paket byl naseknut na 8 dílů, 3x přeložen a skován, čímž vznikl damašková ocel o 136 vrstvách. Ze vzniklé tyčoviny byly zhotoveny polotovary o přibližných rozměrech zkušebních vzorků.
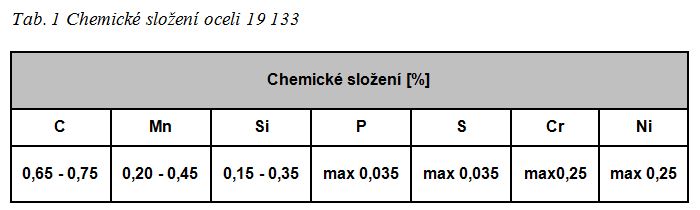
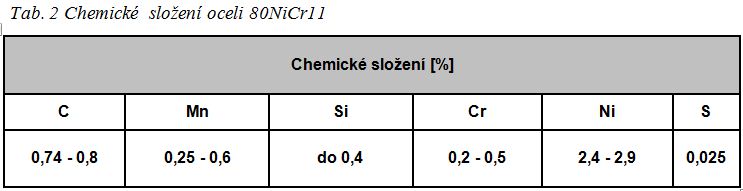
Ocel 19 133 je zušlechtitelná ocel, která propůjčuje damašku tvrdost a odolnost vůči opotřebení. Pro "měkkou" složku byla zvolena ocel 80NiCr11, která dává damašku houževnatost. Ocel 80NiCr11 díky odolnosti vůči leptání ve výsledné struktuře vystupuje jako světlá složka. Jde o ocel s velkou prokalitelností pro otěruvzdorné a pružné nástroje.
Orientační tahová zkouška - vykovaná damašková pásovina byla broušena a následně z ní byly laserem vyřezány vzorky pro tahovou zkoušku s měřenou délkou 60mm a šířkou 10mm. Kalení dle [1] - 900 oC/olej, voda/ 30 minut, popuštění - 150, resp. 350 oC/15 minut.
Zkouška tahem byla provedena pouze orientačně. Vzorek byl upnut do samosvorných čelistí, které se s nárůstem tahové síly vlastní samosvorností "zakusují" do zkušebního tělesa. Průběh zkoušek byl ovlivněn působením geometrického a strukturního vrubu v místě styku měrné části vzorku a plochy pro upnutí. Přechod se stal iniciačním místem lomu zkušebního vzorku.
Pozn.: Pro ochranu upínacích ploch před zakalením byla zvolena metoda inspirovaná kalením japonských mečů - nanesení jílovitého materiálu smíchaného s ochranným nátěrem proti oduhličení na upínací plochy zkušebního vzorku. Po zakalení hodnoty tvrdosti úchytných ploch zkušebních vzorků sice nepřesáhly 23 HRC, ale náhlý přechod z výchozí struktury po popouštění (výchozí stav po kování) do struktury martenzitu po zakalení se projevil jako vrub.
Typické výsledky pro orientační tahovou zkoušku jsou v Tab. 3 (Rp0,2 - smluvní mez kluzu, Rm - mez pevnosti, Rfr - mez lomu, t - doba zkoušky, v - rychlost příčníku)
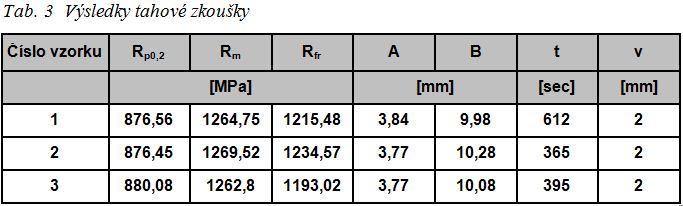
Na záznamu zkoušky síla - prodloužení (F - ?L) lze pozorovat zasekávání čelistí do zkušebního tělesa z důvodu vysoké pevnosti materiálu. Reálnou (100 % - ní) mez pevnosti Rm se však změřit nepodařilo, jelikož k fragmentaci zkušebního tělesa došlo ve všech případech v důsledku zmíněného vrubu. I tak "mez pevnosti" Rm dosahuje hodnot přes 1260 MPa!
Měření tvrdosti - probíhalo na zkušebních tělesech pro Charpyho zkoušku metodou dle Rockwella a to ve směru linie vrstev i ve směru kolmo na plochu (Obr. 5 a 6).

Obr. 5 Vtisk indentoru po měření tvrdosti dle Rockwella ve směru linie vrstev, (autor)

Obr. 6 Vtisky po indentoru z měření tvrdosti (HRC), kolmo na plochu vrstev (autor)
Tvrdost se po zakalení do vody pohybovala ve směru linií vrstev v rozmezí 53 až 56 HRC a byla ovlivněna především umístěním místa vpichu indentoru vzhledem k výskytu měkké a odolné vrstvy oceli. Hodnoty měřené kolmo na vrstvy (52 až 54 HRC) byly ovlivněny přítomností vrchní vrstvy oceli z oceli 19 133. Po následném popuštění na 150 oC byl zaznamenán pokles tvrdosti ve směru linie vrstev i ve směru kolmém o cca 1 až 3 jednotky HRC. Při popuštění na 350°C o cca 7 až 8 HRC. Po zakalení do oleje dosáhla makrotvrdost damašku sice jen 39 až 40 HRC, ale při následném popuštění nebyl pokles tvrdosti tak výrazný; jen cca 1 HRC v linii vrstev a 4 jednotky HRC ve vrchní rovině.
Měření mikrotvrdosti předcházela metalografická pozorování při zvětšení 350 a 650x. Byl použit Hannemanův mikrotvrdoměr (obdoba metody Vickers) a provedeno měření tvrdosti jednotlivých vrstev. Indentorem je diamantový jehlan, jehož vtisk (Obr. 7) je ve struktuře popuštěného martenzitu (tmavá vrstva - ocel 19133) a v martenzitických jehlicích se sekundárním cementitem - bílá vrstva - ocel 80NiCr11 (Obr. 8).
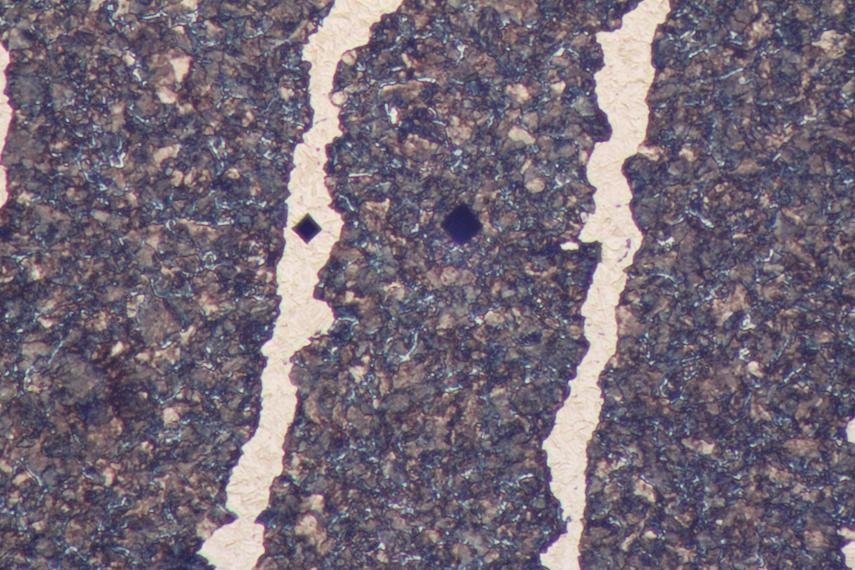
Obr. 7 Vtisky indentoru ve vrstvách damašku (zv. 350x), (autor)
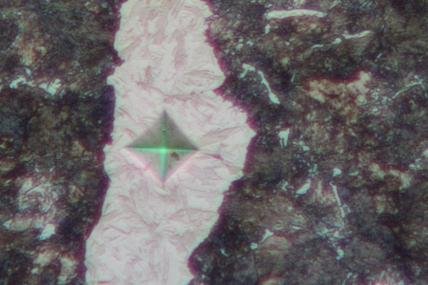
Obr. 8 Vtisk po zkoušce mikrotvrdosti v oceli 80NiCr11 (zv. 650x), (autor)
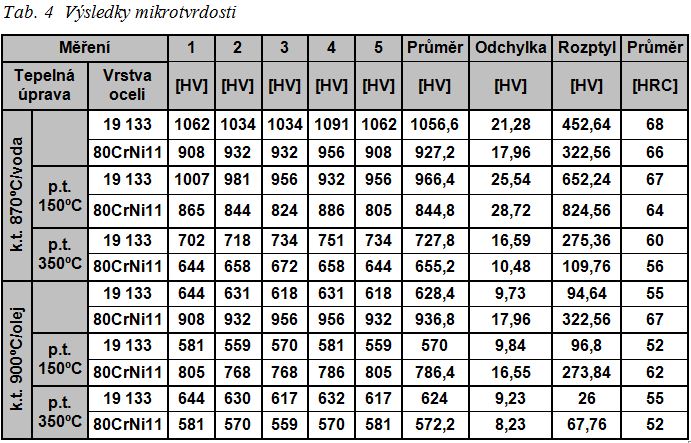
"Mikrovpichy" indentoru byly umístěny přímo v jednotlivých vrstvách obou ocelí a naměřená tvrdost zde vykazuje vyšší hodnoty tvrdosti než u měření makrotvrdosti (důsledek absence plastické deformace v okolí mikrovpichu). Tvrdost je tak sice měřena ve směru, který je rozhodující např. pro ostří nože (tedy v linii vrstev), ale po převedení ze stupnice Vickers do stupnice Rockwell je hodnota mikrotvrdosti příliš vysoká - až 68 HRC (viz. Tabulka 4).
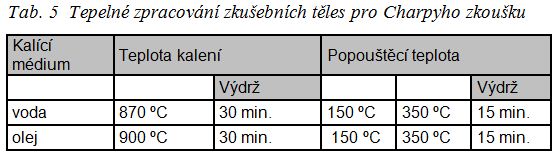
Rázové zkoušky - zkušební tělesa pro rázovou zkoušku ohybem byla vyrobena z damaškové tyčoviny o rozměrech 13 x 13 x 60 mm. Obroušením na pásové brusce upravena na normalizovanou míru 10 x 10 x 55 mm (ochranný povlak proti oduhličení). Pro dosažení autentičnosti chování řezného nástroje nebyl v úvodu na vzorcích vyroben vrub. Zakalení provedeno do olejové i vodní lázně. [1]

Obr. 9 Příklad obroušených vzorků pro Charpyho zkoušku (po zkoušce tvrdosti), (autor)
Zkušební tělesa byla uložena na opěrné plochy kladiva a dynamicky (rychlost beranu kladiva cca 6 m.s-1) tzv. rázově zatěžovány.
Pozn.: Zkouška je zdařilá jen při přelomení vzorku! Když vzorek svojí houževnatostí zastaví beran kladiva (!), není možné odečíst hodnotu překmitu a zkouška je tak neplatná.
U vzorků zakalených do vody/popuštění na 350 oC a do oleje/popuštění na 150 oC i na 350 oC bylo nutné vybrousit dodatečné U-vrub (bez vrubů byla zkouška vždy neplatná - vzorek nezlomen v obou směrech působení rázu vzhledem k vrstvení damašku - Tab. 6). Bylo použito 40 vzorků (8 sad po 5 vzorcích). Cílem bylo stanovit vliv kalící lázně a následného popuštění na výslednou houževnatost, vliv orientace vrstev materiálu (jeho odolnost při impaktu v linii vrstev i kolmo na plochu vrstev).
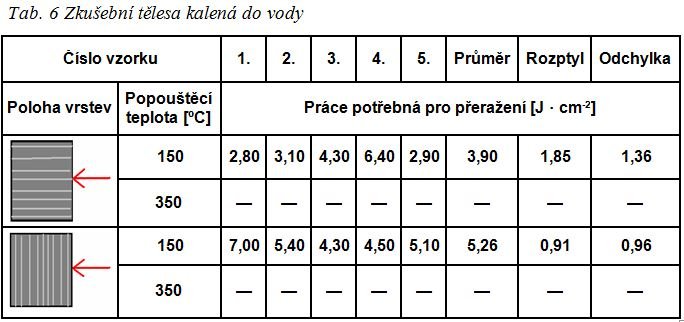
Vzorky kalené do vody a následně popuštěné až na 350 oC (Tab. 6) svým zvýšením houževnatosti odolaly rázu kladiva, ale pouze za vzniku delaminace vrstev (Obr. 10).

Obr. 10 Porušení sváru mezi vrstvami po nezdařené zkoušce rázové houževnatosti, (autor)
Ze získaných výsledků je evidentní vliv damaškové "stavby" ocele na houževnatost materiálu pro kalení do vody i do oleje. Pokud byl impakt veden v linii vrstev, materiál dosahoval nižší houževnatosti, než když nárazová síla působila kolmo na vrstvy. Tento jev lze vysvětlit dominovým efektem při přelamováním vrstev (proti energii beranu kladiva působí vrstvená ocel nejen variabilitou poloměru kořene běžící trhliny, ale i disipací hnací síly trhliny ve svárech mezi ocelemi - Obr. 14). V opačném případě, dochází ke "spontánní" fragmentaci (Obr. 11 a 13). Významný vliv má i popouštěcí teplota, která řídí houževnatost materiálu po celkovém zušlechtění materiálu (kalení a popuštění). Nižší hodnota lomové síly u dvou vzorků byla naměřena v důsledku delaminace vrstev při kování - Obr. 12.

Obr. 11 Příčný lom vrstev (voda/150 oC, směr rázu v linii vrstev), (autor)

Obr. 12 Porušení v místě sváru (voda/150 oC, ráz kolmo na vrstvy), (autor)

Obr. 13 Štěpný lom při rázu ve směru linie vrstev damašku (olej/ 350oC), (autor)

Obr. 14 Dekoheze mezi vrstvami oceli (olej/ 350oC, náraz veden kolmo na vrstvy), (autor)
Souhrn získaných poznatků
Příspěvek shrnuje výsledky zkoušek mechanických vlastností damaškové oceli (z ocelí 19 133 a 80CrNi11) ve strukturních stavech podle doporučeného tepelného zpracování.
Pro tahovou zkoušku byly použity normované zkušební tyče. Z výsledků je zřejmé, že je nezbytné užití většího poloměru zaoblení v přechodu mezi měrnou délkou a upínací plochou vzorku u materiálu tohoto typu (přechod je konstrukčním vrubem). Pozornost zaslouží u tahových zkoušek i strukturní vrub (přechod mezi strukturou zakalenou a nezakalenou). Přesto i v případě vzorků s malým přechodovým poloměrem (R = 2mm) byly naměřeny vysoké hodnoty pro jednoosé namáhání - Rp0,2 = 878 MPa (smluvní mezí kluzu) a Rm = 1264 MPa a svým 3 poměrem ukazují na schopnost damaškové oceli akumulovat výraznou deformaci před finální rozlomením tělesa (vysoké namáhání nožů!).
Měření tvrdosti (54 až 56 HRC) a mikrotvrdosti (52 až 68 HRC) ukazuje na využití damaškové oceli pro výrobu nástrojů střední odolnosti. S ohledem na zkoušky houževnatosti však lze doporučit damaškovou ocel v oblasti výroby řezných nástrojů na úrovni nástrojů (nožů) s nejvyšší životností.
Naměřená houževnatost ve směru linie vrstev je přínosná z pohledu dynamického impaktu nástroje z damašku (sekání). Ještě mnohem významnější z pohledu houževnatosti (6,4 J.cm-2) je odolnost materiálu ve směru kolmém na vrstvy. Ta umožňuje jeho aplikaci i v oblasti namáhání dynamickým ohybovým a krouticím momentem (páčení, příp. torze, štípání). To je jedna z nejvýznamnějších vlastností damaškové oceli.
Při kalení do vody vzniká v damašku z oceli 19 133 tvrdá vrstva (deskový martenzit a zbytkový austenit), která však nepřesahuje tvrdost vstupního polotovaru (viz. Norma EN ISO). To lze vysvětlit vyšším obsahem zbytkového austenitu (možnost "sub - zero" zpracování?). Ani ocel 80CrNi11 nedosahuje v damašku po kalení vyšší tvrdosti než 44 HRC (srovnej s tvrdstí z EN ISO). Dosaženou tvrdost si vzorek bez ztráty (max. 1 až 4 HRC) dokáže uchovat i po popuštění na 350 oC. Z toho plyne, že ideální popouštěcí teplotou, po zakalení do vody (z teploty 870 oC), je právě použitá teplota 350 oC. Při kalení do oleje, je zapotřebí vybroušení U-vrubu, aby bylo možné vzorek vůbec přerazit. Použitím vysoké popouštěcí teploty (350oC) pozbývá ocel tvrdost, a tak je vhodné po kalení do oleje volit popouštěcí teplotu jen kolem 150 oC, tzn., že volba typu kalící lázně a teploty popouštění tedy přímo souvisí s požadovanými mechanickými vlastnostmi. Tento experimentálně získaný poznatek určuje v technické praxi charakteristicky významnou životnost nože z damaškového materiálu.
LITERATURA:
[1] JECH, J., 1983: Tepelné zpracování oceli. SNTL - Nakladatelství technické literatury, Praha 1, 392 s.
[2] RUDOLF, T., 2010: Damašková ocel. Bakalářská práce, MENDELU Brno.
[3] ČERNÝ, M. Materiály pro výrobu nožů. [online]. [citace 2011-11-05].
[4] ČERNÝ, M., ČECHLOVSKÝ, S. Povídání o damaškové a vrstvené oceli I. a II. [online]. [citace 2011-11-06].
[5] VOJTĚCH, D., 2010: Materiály a jejich mezní stavy. VŠCHT, Praha, 212 s
[6] POHODA, J., 2005: Destruktivní zkoušení základních materiálů a svarových spojů. TDS Brno - SMS, Brno, 97 s.
[7] VĚCHET, S., Mechanické vlastnosti a charakteristiky materiálů I. [online]. [citace 2012-01-01].
[8] DOHNAL P., KOUDELKA J., Wootz/Bulat…[online]. [citace 2012-01-15].
[9] Vlastnosti materiálů - pružnost, pevnost. [online]. [citace 2012-02-08].
[10] Bolf P., Detail nůž (11 - 19). [online]. [citace 2012-02-12].
[11] Bolf P. Detail katana (10 - 11). [online]. [citace 2012-02-12].
[12] Candart knifes. [online]. [citace 2012-02-18].
[13] Hurník Z., 1995: Samurajský meč. Naše vojsko, Praha, 160 s.
[14] Johnson J., Cord-wrapped San Mai. [online]. [citace 2012-02-25].
[15] Zkouška tvrdosti podle Vickerse. [online]. [citace 2012-03-16].
[16] Fyzikální základy vědy o materiálu. [online]. [citace 2012-04-1].
[17] Vlašic F., Hodnocení cyklického poškození slitin na bázi hliníku a hořčíku s využitím metody akustické emise. Disertační práce. VUT Brno, 2011.
[18] Dostál P., Korozní a napěťová degradace Al-Mg slitin. Disertační práce, MENDELU Brno, 2011.





























