Povídání
o damaškové a vrstvené oceli - část I.
V zorném úhlu aplikace vrstvené oceli si mnozí představí
historické legendární zbraně, vyrobené obdivuhodně zručnými
indickými kováři, které disponovaly ještě obdivuhodnějšími
vlastnostmi. Z damašku, známého také pod názvy jako damashk, damašková,
damasková či damascénská ocel, zhotovovali chladné zbraně, jež svými
vlastnostmi předčili většinu zbraní vyráběných ve zbytku
světa. Díky tomu se damašek rozšířil do ostatních, tehdy známých,
kontinentů a byl napodobován všemi národy ovládající zpracování železa.
V historii vzniku tzv. sendvičů (vrstvená ocel) se však
proslavila nejvýrazněji země, jejíž kováři využívali spojení
dvou i více druhů ocelí podobným způsobem kování a jistě
vylepšenou verzí kování, na jehož konci vznikaly zbraně,
jež neměly k dokonalosti daleko. Japonsko se svými „legendárními
Samuraji“ dalo vzniknout zbraním, nad kterými mnozí lidé ještě dnes
žasnou. Jak mohlo v době, kdy svět znal jen klasické jednoduché
kovářské nářadí, povstat něco tak fascinujícího, jako je
japonský meč. Kvalitou zpracování se postup japonských kovářů
stal významným milníkem výroby vrstvených materiálů a dlouho nebyl
nikým překonán (viz. část II).
S příchodem palných zbraní nastala částečná
recese chladných zbraní, jež vedla k úpadku výroby a zapomenutí velkého
počtu postupů, vznikajících mnoho let. Zpočátku se navařováním
drátu zhotovovaly damaškové hlavně děl. Takto vyrobené zbraně
vykazovaly velkou přesnost. Ale pro velkou náročnost a s ní spojenou
cenu se časem od výroby upustilo.
V dnešní době existuje stále větší úsilí opět
proniknou do dávného tajemství historické výroby vrstvených materiálů.
V ústrety tomuto snažení vznikají nové technologie výroby a experimentuje
se s pestrou paletou druhů ocelí i neželezných kovů. Využití
sendvičů se postupně rozšířilo z výroby zbraní do
dalších oblastí, jimiž jsou speciální průmysl či šperkařství,
kde nacházejí tyto vrstvené materiály své místo v sousedství nejmodernějších
materiálů
TEORIE
VÝROBY VRSTVENÝCH MATERIÁLŮ
Na počátku výroby stojí pokaždé selekce příhodného materiálu.
Ta je dána především zvyšujícím se obsahem legujících prvků,
vlivem kterých ocel pozbývá podmíněnou svařitelnost. Proto se pro
klasický postup výroby, tedy tzv. kovářské svařování, používají
uhlíkové oceli. Dalším hlediskem pro výběr materiálu je nutnost
spojení tvrdé, vysokouhlíkové oceli s vysokou odolností proti opotřebení
a naopak měkké, nízkouhlíkové oceli (nesprávně označované
jako železo) s dobrou houževnatostí a kvaziplastickými vlastnostmi. Cílem
je postupným překládáním nejméně dvou různých druhů
ocelí získat nehomogenní materiál s více či méně
pravidelnou vnitřní strukturou, jež je ovlivněna způsobem překládání,
počtem přeložení a jeho směrem. Výsledkem tak může být
při správném výběru ocelí materiál, spojující ty nejlepší
vlastnosti z použitých slitin. Např., při použití výše
uvedených uhlíkových ocelí bude výsledkem ocel odolná proti fragmentaci (měkká
složka) a zároveň s vysokou odolností proti opotřebení (složka
tvrdá). Díky vnitřní struktuře bude dokonce měkkou složku převyšovat
v torzní, ohybové i rázové houževnatosti. Stejně tak bude překonána
tvrdá složka ve výsledku zakování vyšší řezivostí a vysokou opotřebitelností.
Výsledná makrostruktura materiálu není po dokončení kovářského
svařování jasně zřetelná. Toho se docílí až následným
broušením, leptáním a leštěním. Zde je využíváno vlastností různých
ocelí, jež se za použití leptadla, nejčastěji kyseliny, rozpouštějí
různou rychlostí a naleptají se rozdílně hluboko. Po těchto úpravách
vynikne nezaměnitelný vzor damašku, rozpoznatelný i laikem.
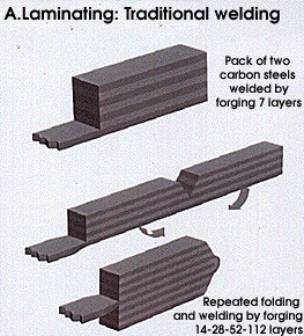
Obr. 1 Překládání paketu
Jak již bylo uvedeno, nelze kovářsky svařit každou ocel.
Nejvhodnější se ukázaly uhlíkové oceli bez přílišného obsahu
legujících prvků (legury proces svařování sníží, až znemožní).
Z toho důvodu nelze klasickou metodou, tedy kovářským svařováním,
vyrobit nerezový damašek. Nejčastěji jsou v ČR využívány
oceli třídy 19 (např. dle ČSN 19191, 19314) s 1% obsahem
uhlíku (C) v kombinaci s houževnatější ocelí třídy 11
nebo 12 (s obsahem C kolem 0,6%).
Stále častější je využití segmentů starých nástrojů
jako pilníky, řetězy motorových pil či pilové listy. Jejich užití
pak dává nové možnosti v dosažení ještě zajímavějších
vzoru výsledného damašku.
Pro tvrdou složku je dnes u nás využívána nejčastěji
zmíněná ocel ČSN 19191
(0,95% C) nebo 19314 (0,95% C) ČSN. Obě paří do nástrojových
ocelí uhlíkových, manganových, křemíkových a vanadových. Jejich využití
v praxi je pro malé tvarově jednoduché a méně namáhané nástroje
určené pro tažení, ražení, přetváření, protlačování
a kalené nástroje pro stříhání materiálů menších tlouštěk.
Měkká složka je zastoupena ocelemi třídy 11 (konstrukční
oceli obvyklých jakostí, např. 11700 – 0,65% C) nebo třídy 12
(uhlíkové oceli pro méně namáhané strojní součásti).
Kovářské
svařování
Jedná se o nejstarší postup svařování. Vznik kovářského
svařování, někdy také nazývaného svařování v ohni, přišel
současně s objevem železa, rozvojem jeho výroby
a zpracování. Vzešlo z potřeby zpracovat houbovitý železný
materiál získaný redukcí železné rudy nebo železitého písku. Získané
tehdy „vzácné“ železo se pomocí kování spojovalo do jednoho kusu a
sloužilo převážně k další výrobě. Až do příchodu
a rozvoje nových technologií svařování bylo kovářské svařování
jediným způsobem, jak spojit dva kovové materiály kovovou vazbou.

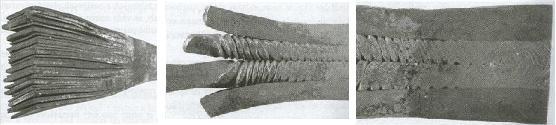
Obr. 2 Kovářské svařování
Důležitým faktorem při kovářském svařování je
správná teplota. Za normálních okolností spojení dvou částí oceli
brání vrstva okují (oxidu železa) tvořících se
při ohřívání na povrchu. Pří ohřátí na svařovací
teplotu se ocel začíná natavovat a okuje se roztékají do souvislé tenké
vrstvy. Při této teplotě, okolo 1300°C, ocel bíle září
a srší z ní drobné jiskřičky. Natavování okují se
podporuje tavidly, nejčastěji přetaveným boraxem nebo křemičitým
pískem se sodou. Důraz se je nutno klást
i na dostatečné prohřátí v celém průřezu materiálu.
Při velkém překročení teploty se však materiál zcela
znehodnotí, jelikož dojde k tzv. „spálení“ oceli. Ta pak pod údery
kladiva praská, rozpadá se a nelze ji dále použít.
Po zahřátí se kusy ocelí musí co nejrychleji skovat k sobě,
razantně
a rovnoměrně, jinak by mohly zůstat ve spoji kazy. Při skovávání
větších kusů je zapotřebí dvou kovářů nebo použití
bucharu. Po zahřátí na 1300°C musí být ocel neprodleně prokována,
jinak dojde ke zhrubnutí zrna.
Nejčastější
chyby při kovářském svařování:
·
Nespojení materiálu -
nedostatečné prohřátí materiálu, materiál kovářsky nesvařitelný,
nepoužití tavidel (především u tvrdších ocelí svařování výrazně
usnadňují), výheň znečištěná jiným kovem (především
zinek, který i při velmi malém množství znemožňuje svařování)
·
Praskaní materiálu pod údery
– přehřátý materiál.
·
Spálení materiálu v jiném
místě než je svar – zapříčiněno špatně prohřátým
materiálem, při svařování byla např. uprostřed nižší
teplota než po stranách.
·
Kazy ve svaru –
nedostatečné prohřátí (jádro mělo nižší teplotu), znečištění
ploch netavitelným materiálem, nedostatečné prokování, důlky na
svařovacích plochách, jež uvězní okuje, které pak nemají kudy
odtékat.
Hlavním výrobním a prodejním centrem chladných zbraní z damascénské
oceli ve starověku a středověku, jak již napovídá název
oceli, byl Damašek. Ve velkém se také vyráběl v Mezopotámii,
Persii a především ve východní Indii, z níž byla vyvážena převážná
část polotovarů pro následnou výrobu zbraní. Za nejkvalitnější
se považují zbraně vyrobené na území dnešního Iránu. Damašková
ocel vynikala nejen svými výjimečnými vlastnostmi, ale i překrásnou
kresbou na čepeli meče. Ta však nebyla jen zdobením nebo rytinou,
ale strukturou zasahující do celého průřezu čepele, takže i
po přebroušení a následném naleptání kyselinou získala opět svůj
mramorový nádech. Vzorování bylo otázkou vkusu mečíře a dá se
říci i jeho podpisem. Čím jemnější byl vzor materiálu, tím
cennější byla zbraň. vzor materiálu, tím cennější byla zbraň.

Obr. 3 Meč s čepelí
z wootz oceli
Pravý damašek vznikal roztavením oceli pomocí složitých technologií
do malých hliněných kelímků, do nichž se přidávaly různé
příměsi dle receptury kováře, jež měli dopomoct k lepší
tavbě a vytvoření požadované struktury. Velkou roli zde hrálo
nauhličení oceli a pozdější způsob kalení. Celý proces
vzniku struktury damascénské oceli popsal Achim Wirtz těmito slovy:
„Během extrémně pomalého
ochlazování roztavené oceli se vytváří dendritická struktura
austenitu. Čím pomalejší je ochlazování, tím větší budou
dendrity (austenitické krystaly). Mezi těmito dendrity, v interdendritické
fázi, zůstávají volné karbidy poněkud déle v tekutém stavu,
protože mají nižší bod tuhnutí. Další ochlazení způsobí ztuhnutí
také těchto karbidů. Během tuhnutí mají karbidy vanadu, díky
své struktuře, tendenci zůstat (plavat) na čele postupující
vlny tuhnutí, nemísí se
do vznikající struktury. Poslední ztuhlou složkou oceli jsou pásy karbidů
vanadu, které se tak nacházejí ve středu interdendritické fáze.
Tyto vyloučeniny karbidů vanadu vytvářejí jakési negativní
obrazy primárních, sekundárních a terciárních dendritů odlišné
koncentrace.“

Obr. 4 Zleva: Kelímek pro tavbu wootzu a vytavený wootz
Arabesková struktura vznikala kováním pouze jednoho výchozího materiálu.
Takový damašek se nazývá strukturní a jeho kresba vynikne po přesném
ohřevu nadeutektické hrubě krystalické oceli a následném speciálním
kováním. Než se však dalo kovat, musel se vzniklý wootz difúzně žíhat,
jelikož jeho vlastnosti byli bližší litině nežli oceli. Ohřevem
na teplotu 1100 – 1130°C po dobu 1 – 6 hodin dojde k oduhličení
povrchové vrstvy a přeměně vnitřní lité struktury, s
pozitivním vlivem na výslednou kujnost. Pro kování musíme ocel zahřát
na teplotu 850 - 920°C a po zchladnutí
nad teplotu 730°C jej opět nahřát. Kováním dochází ke značnému
rozbití tvářené oceli,
jež je z mikrostrukturálního hlediska perliticko-cementitická, přičemž
na povrch vystupuje namísto cementitových jehlových paketů kuličkový
tvar, jež je potřebný
pro vytvoření typického vzhledu. Vzniklé mramorování nebylo účelné,
ale mělo sloužit jako důkaz kvality oceli. Výsledná čepel o
obsahu kolem 1,5% uhlíku měla nízký až stopový obsah karbidotvorných
prvků, z nichž nejvíce je zastoupen vanad. Ten, tedy přesněji
jeho shluky karbidů, chovajících se jako mikropilka, propůjčuje
oceli vynikající řezivost. Proto jej nemusíme kalit. Když tak však učiníme,
posílíme již tak vynikající vlastnosti ostří.

Obr. 5 Čepel, vznikající
postupným kováním a broušením
Metody starých mistrů se s ohledem na důsledné střežení
výroby dochovaly jen v malém množství, proto dnes můžeme jen
proponovat, jakým způsobem se pravý damašek vyráběl. O poodhalení
roušky tajemství se pokouší svými více či méně zdařilými
pokusy světoví metalurgové a historikové se zaměřením na
zbraně.


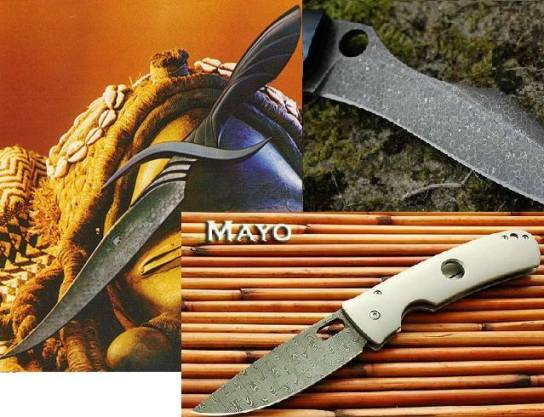
Obr. 7 nahoře:
nůž opatřený čepelí z wootzu;
dole: detail čepele nože
Vznik svářkového damašku je přisuzován snaze o vytvoření
materiálu s podobnými vlastnostmi, jakými oplýval pravý damašek. Některé
výzkumy však prokazují pomocí archeologickým nálezům, že znalost výroby
ovládali již 500 let před Kristem staří Keltové. To by pak
poukazovalo na vznik svářkového damašku nezávisle na strukturálním a
možný souběžný vývoj.
Jeho zhotovením vznikl materiál s nehomogenní, avšak s převážně
pravidelnou strukturou. Nejčastěji sestává z vrstev nejméně
dvou druhů ocelí, nebo oceli a jiného kovu. Vrstvy jsou spojeny pevně
kovářským svařováním. Hlavní rozdíl mezi svářkovou a
pravou damascénskou ocelí byl počet použití materiálů pro jeho výrobu.
Jak již bylo uvedeno výše, pravý damašek vznikal z jednoho kusu oceli
a nebylo potřeba užít kovářského svařování. U svářkového
je kovářské svařování nezbytné, jelikož spojujeme na sebe naskládané
ocelové pásy s různým % C. Svařováním se pak docílí spojení
vrstev v paketu. Dle počtu vrstev se následně vzniklá tyčovina
překládá, čímž počet vrstev roste geometrickou řadou. Je
však nutné dosáhnout požadovaného počtu při co nejméně přeloženích,
jelikož během každého zahřátí dochází k oxidaci a oduhličení,
čímž se materiál homogenizuje a ztrácí tak své vynikající
vlastnosti. Nebezpečí se sníží zvýšením počtu pásů v paketu
nebo svářením tyčoviny naseknutí na tři díly. Nejčastěji
se překládání ukončuje při dosažení 100 až 500 vrstev, ale
existují i výjimky sahající do tisíců. Pak je vzniklá ocel označována
jako mikrodamašek.

Obr. 8 Mikrodamašek (přibližně
1500 vrstev)
Při vložení ocelového pruhu mezi dva železné vzniká
tzv. sendvičový damašek. Patří mezi nejjednodušší formy svářkové
damaškové ocele. Avšak i tak zhotovený meč dosahuje lepších užitných
vlastností než obdobná zbraň z jednoho kusu ocelď. Ocelové jádro,
tvořící po vybroušení ostří, jde dobře zakalit, měkký
plášť pohlcuje nárazy a zpevňuje čepel.
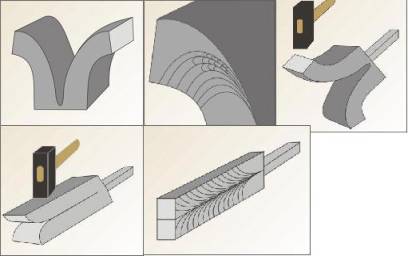
K historicky významným patřily franské zbraně, na
jejichž výrobu se používalo velké množství pasů svařených a
vytvarovaných do tyčoviny. Ta
se pak různě ohýbala, překládala, tordovala (zkrucovala otáčením
kolem vlastní osy) a opět skovávala. Vzniklá tyčovina měla
sloužit jako střed meče, proto se na její boky navařili ocelové
břity, které se pak zakalily a naostřily. Následovalo dotvarování
hrotu, vytažení řapu rukojeti a vytvoření žlábku. Poslední
operací před sestavením meče bylo broušení, leštění a leptání,
při němž vynikla kresba vrstvení. Takovou zbraň si však mohl
pořídit pouze člověk vysoce postavený a zámožný, jelikož se
přirovnávala někdy až k cenným pozemkům.
Obr. 9 Postup výroby franského
meče

Obr. 10 Čepele mečů
s jádrem z torzního Damašku
Nejčastější rozdělení damašku se vztahuje na
strukturu, způsob jejího vytvoření nebo na zdrojový materiál, z něhož
byt damašek vyroben. Jelikož každý nožíř se snaží o vytvoření
co nejoriginálnějšího vzoru, jež jde dosáhnout použitím rozličných
ocelových předmětů, různým ohýbáním a překováváním,
spojováním velkého množství druhů damaškových struktur a mnoha jinými
způsoby, je zcela nemožné popsat všechny druhy damascenských ocelí a
jejich kombinací. Uvedeny jsou jen některé z nich.
Dělení podle typu struktury je nejobsáhlejší kategorii, protože
vzorů,
jichž lze dosáhnout, je velké množství. Pokud se překládá paket jen
v jednom směru bez dalších úprav, vzniká základní struktura damašku.
Dále záleží, v jaké rovině se bude brousit čepel. Brousí-li
se v rovině kolmé na jednotlivé vrstvy, vzniká tzv. paralelní,
lineární či vlasový vzor. Následné zprohýbání damaškové tyče
vytvoří vlnitý vzor.

Obr. 11 Vlevo: Lineární,
vpravo: Vlnitý damašek
Broušením v rovině
vrstev vznikne nepravidelný mapový, tzv. náhodný vzor.

Obr. 12 Mapový (náhodný)
vzor
Stačí
kombinace dvou a více druhů struktur a vzniká zcela jiná, nová kresba.

Obr. 13 Paket v kombinaci různých
druhů damašku a jedna z možných kreseb, vzniklých po jeho zpracování
(mozaikový damašek)
Obr. 14 Vlevo nahoře: Hadí
damašek, vpravo nahoře: Damašek struktury dračích šupin, dole:
Proplétaný damašek

Obr. 15 Mozaikový damašek

Obr. 16 Sešívaný mozaikový
damašek
Způsobem zpracování je míněno tváření již svařené
damaškové tyčoviny. Nejznámější je zpracování tordováním (torzírováním),
kdy se damašková tyč zkrucuje otáčením kolem vlastní osy.

Obr. 17 Tordování damaškové
tyčoviny

Obr. 18 Různé druhy
torzních damašků (vpravo kombinace tří prutů svařených
na sebe)
Rozseknutím paketu ve směru vrstev, zároveň kolmo na rovinu
vrstvy,
a následným skováním zpět vznikne peříčkový vzor.
Obr. 19 Postup výroby peříčkového
vzoru

Obr. 20 Peříčkový
damašek
Dalším způsobem je lokální odbroušení nebo odvrtání materiálu
a následné prokování, čímž lze dosáhnout např. teček,
vlnovek či jiných křivek dle jednotlivých parametrů úpravy.

Obr. 21 Odbrušování materiálu
pro docílení vzoru vlnovek (na obrázku výroba meče tanto) a výsledná
kresba na čepeli

Obr. 22 Vzor vzniklý navrtáváním
děr a následným kováním do roviny
Podobných motivů lze dosáhnout i razením raznicí do oceli. Do
zhotoveného damaškového paketu se za tepla vtlačuje raznice s požadovaným
vzorem. Následně se paket vybrousí a vzor vynikne.

Obr. 23 Český tesák s čepelí
z kruhového damašku
Pro vytvoření složitých obrazců se používá postup, který
obsahuje vybroušení či vyfrézování obrazce a následné vkování
oceli do otvoru vytvořeném v čepeli.

Obr. 24 Mozaikový damašek s motivem
koní
Přidáním různých ocelových nástrojů, dílů a jiných
předmětů, lze získat velice zajímavé struktury damašku,
jejichž názvy jsou pak od oněch předmětů odvozeny. I zde
je však třeba brát v potaz svařitelnost oceli, tudíž nelze použít
všech, hlavně silně legovaných ocelových dílů. K velice
vyhledávaným, jak již bylo uvedeno, patří listy pil, řetězy z motorových
pil a dále např. ocelová lana, kuličky z ložisek aj.

Obr. 25 Nahoře zleva:
Postupné zapracovávání řetězu do paketu a vzniklá kresba na
čepeli, dole: Další možná struktura vniklá použitím řetězu
(nízký počet překládání)

Obr. 26 Lanový damašek
Do dnešních dnů zaznamenal postup výroby vrstvených, tedy sendvičových,
ocelí jen málo změn. Princip zůstává stále stejný. Tím je
spojení nejméně dvou druhů ocelí kovovou vazbou. Modifikace spočívá
převážně ve strojích, jež využíváme ke získávání suroviny,
během výroby samotné a v možnostech využití i jiných druhů
ocelí, které by se tradičním kovářským svařováním spojit
nedaly. Díky nim vzniká výrobek rychleji a ve větším množství, než
za použití tradičních postupů. Toho je využito hlavně v hromadné
průmyslové výrobě jednoduchých kovových sendvičů. I tak
je však výroba nákladnější než u obdobných nevrstvených výrobků.
Velký krok vpřed umožnila tzv. pseudoprášková metalurgie. Díky ní
lze dnes vyrobit nerezový vrstvený damašek, jež se vlastnostmi podobá pravému
damašku.
Užití ocelových sendvičů vychází z potřeby
materiálu, jež by byl dostatečně tvrdý a odolný proti opotřebení, ale zároveň pružný
a schopný pohlcovat rázy,
jež působí pracovní aplikace. Problém je obdobný jako u výroby mečů,.
Vložením nízkouhlíkové oceli mezi dvě oceli s vysokým % C získáme
ocelový sendvič, který po zušlechtění (zakalení + popuštění)
získá odolnost vůči opotřebení, k tomu nutná tvrdost a tím
i křehkost je eliminována měkkým jádrem. Této konstrukce se užívá
např.
u strojů na zpracování půdy.
Další druh ocelového sendviče se tvoří opačným
postupem. Vložením vysokouhlíkové oceli mezi dvě vrstvy nízkouhlíkové
získáme konstrukci s tvrdým jádrem a houževnatým obalem. Tato
konstrukce se užívá pro zpevnění ostří a byla vynalezena již v 1.
polovině 1. tisíciletí před naším letopočtem Kelty. Příkladem
ze současné výroby sendvičů je nožířská ocel San Mai.
Pro tvrdé jádro, jež po vybroušení tvoří ostří, se používá
vysokouhlíková ocel (pod názvem Hard, High Carbon Center Steel) VG-1, VG-10 a
další, zušlechtěné na vysokou mez pevnosti (62 – 68 HRC). Obal je tvořen
středně- až nízkouhlíkatou ocelí (Lower Carbon Sides), nejčastěji
420 HC nebo 420J2, jež dodává čepeli pružnost a slouží jako arrestor
(zastavovač) mikrotrhlinek, vznikajících v zušlechtěném jádru.
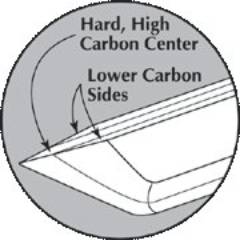
Obr. 27 Sendvič a jeho
skladba
Jak vyplývá z postupů výroby uvedených v předešlých
kapitolách, je výroba vrstvených ocelí značně nákladná a s velikostí
výrobku roste nejen cena, ale i riziko nedokonalého spojení a vzniku kazů,
jež pak trvanlivost výrobku výrazně snižují. Z těchto důvodů
většina výrobců přechází na jiné materiály, které jsou
kompromisem mezi cenou a kvalitou.
Příchodem práškové (pseudopráškové) metalurgie se otevřeli
nové možnosti ve výrobě velkého množství materiálů a jejich
kombinací, kterých nejde dosáhnout jinou technologií. Do oblasti damaškových
materiálů tak přichází technologie, pomocí níž lze vyrobit nerezový
damašek.
Prášková metalurgie je metoda výroby obrobků spékáním prášků
kovů, oxidů a karbidů kovů a nekovových materiálů.
Ten vznikne rozprašováním roztaveného materiálu tryskou za použití
vzduchu, dusíku nebo vody jako nosného média a následným zchlazením
(rychlost 103 – 105 K.s-1) do pevného stavu.
Takto získaný prášek se pak vsype do přesně vyformované matrice a
lisuje za použití protimatrice za vysokých tlaků (200 – 690 MPa) a následně
spéká (slinuje) za teplot menších, než je teplota tavení (0,8-násobek
teploty tavení), do homogenního bloku. Takto lze zhotovovat výrobky jediným
technologickým krokem s vysokou výrobní přesností s jedinečnými
vlastnostmi (žáruvzdornost, otěruvzdornost aj.). Mezi nejznámější
vyráběné materiály patří slinuté karbidy (např. karbid
wolframu WC), jež se používají pro vysokovýkonné nástroje.
Obdobou je zavaření prášku do konzerv a jejich následné tváření
a tepelné zpracování.(ZDP 189, CPM D2). Velkou výhodou je možnost míchání
materiálů, jež se nedají slévat, svářet ani jiným způsobem
spojovat. Jedinou, avšak značnou nevýhodou je cena výroby, která se
vyplatí až při vysokých sériích.

Obr. 28 Výrobky ze slinutých
karbidů opatřené povlakem nitridu titanu
Již s příchodem prvních ocelových výrobků a zjištění,
že málo odolávají korozi, byla snaha člověka vytvořit ochranu
před korozními vlivy. Důležitou roli hrála také estetičnost.
Od dob ranného středověku byly čepele nožů či mečů
modřeny, respektive černěny. Jelikož oxidické vrstvy dosahovali
jen malých tlouštěk (cca 2 – 8 μm) a tím nesplňovali náročnější
požadavky pro ochranu, nahradila je metoda parkerizace, jež našla hlavní
uplatnění za 2. světové války pro povlaky bodáků a palných
zbraní. Zároveň splňovala roli antireflexní vrstvy, jež zabraňovala
odrážení paprsků světla o kovový povrch zbraně.
S rostoucími požadavky nejen na korozivzdornost, ale i
abrazivzdornost byly vyvinuty
povlaky z nitridu titanu (TiN), jež se řadí do anorganických vrstev
s vysokou životností. Ty našly hlavní uplatnění u slinutých
karbidů, používaných pro nástroje pracujících v extrémních
podmínkách. Má i velké dekorativní hodnoty vzhledem k jeho zlatavé
barvě, navíc doplněné otěruvzdorností.
Další používané povlaky vycházejí většinou z TiN.
Karbonitrid titanu (TiCN) je tvrdší a má nižší koeficient tření.
Vzhled (od modrošedé až růžové) ovlivňuje poměr Ti:C. U
kombinovaného nitridu titanu a hliníku (TiAlN) byla přidáním hliníku
zvýšena odolnost vůči obráběcí teplotě o 300°C než u
TiC. Barva (od černé až po bronzovou) je ovlivněna poměrem Ti:Al.
Mezi další povlaky patří karbid křemíku (SiC), který je
vysoce otěruvzdorný, má vyšší chemickou korozní odolnost,
vysokoteplotní odolnost, odolnost proti tepelným šokům a zachovává si
své vlastnosti až do teplot 1400°C, a boron karbid (B4C),
vlastnostmi přirovnáván k diamantu (odtud název černý
diamant). Mezi jeho nejvíce ceněné vlastností patří malá
hmotnost, vysoká tvrdost (jeden z nejtvrdších materiálů vyráběných
ve velkém), odolnost vůči erozi a vysoký modul pružnosti.
Damasteel je damašková nerezová ocel vyráběná průmyslově
a hromadně švédskou firmou Damasteel AB technologií práškové
metalurgie. Damaškové struktury se dosahuje střídaným vrstvením prášku
dvou nerezových ocelí (RWL-34 – odpovídá složení nožířské oceli
ATS-34 s přídavkem 0,2% vanadu a PMC-27 – odpovídající nožířské
oceli 12C27). Jelikož dávku a místo dávkování prášku lze ovlivňovat,
pestrost vzorů struktur damašku je téměř neomezená. Spékáním
vznikne damašková ostře ohraničená struktura v nerezovém
provedení.

Obr. 29 Polotovary
z damasteelu
Hlavním rozdílem od klasické damaškové oceli je její
korozivzdornost, získaná spojením dvou nerezových nožířských ocelí.
První, ve výsledné struktuře světlé barvy, je ocel RWL 34 (uhlík
1,05%, chrom 14%, molybden 4%, křemík 0,5%, vanad 0,2%) se zvýšeným
obsahem molybdenu a vanadu, která díky většímu množství legujících
prvků odolává leptání. Jako druhá ocel je použita PMC 27 (uhlík
0,6%, chrom 13,5%, křemík 0,5%), jež odolává méně leptání a je
tak viditelná jako tmavá složka. Disponuje vysokou odolností proti opotřebení
a korozi a houževnatostí.

Obr. 30 Kuchyňské
nože a příbor z materiálu damasteel
Díky velké produkci polotovarů se dnes můžeme setkat s různými
předměty,
jež by byly klasickým způsobem zhotovovány značně dlouho a pro
svou náročnost by i zručného kováře odradily.

Obr. 31 Kladivo,
prsten s jantarem

Obr. 32 Píšťalky
z materiálu damasteel
V historii lidstva prodělaly vrstvené materiály několik
významných milníků.
Ve starověku byly velice ceněny pro své výjimečné vlastnosti,
jichž nebylo možné dosáhnout použitím jiných materiálů. Středověk
se počítá k hlavnímu období rozkvětu výroby. Avšak pro svou
složitou výrobu byly s příchodem novověku postupně
odsunuty, jelikož nedokázali pokrýt vysokou poptávku po kovových výrobcích
a jejich cena byla pro normálního člověka nedostupná. Proto se také
dochovalo velmi málo výrobních postupů. Hlavní oblastí výroby je dnes
umělecké kovářství, kde se teší damašské oceli velké oblibě.
Již s příchodem prvních palných zbraní byla snaha uplatnit
kovářskou dovednost výroby svářkového damašku, jelikož chladné
zbraně byly na ústupu a klesala po nich poptávka. Ze svářkového
damašku se zhotovovali především hlavně i některé kovové
časti, avšak spíše z dekorativního hlediska. Zbraň opatřená
damaškovou hlavní se vyznačovala vyšší přesností při
iterované střelbě, jež se plně projevilo až
u opakovacích zbraní. Na druhou stranu však hlaveň byla hmotnější,
což v některých případech je žádoucí (vyšší potřebná
síla pro manipulaci), jindy ku prospěchu (menší zpětný ráz při
výstřelu).
Výroba začínala
ve zhotovení damaškových ocelových prutů, jež se následně torzírovali.
Poté se torzírované pruty opět zakulatili a následně válcovali
naplocho (do formy dlouhých plíšků). Následovalo navíjení do šroubovice
a navařování na trn, jež se posléze odvrtal. Následně se hlaveň
vybrousila a naleptala pro vyniknutí struktury.

Obr. 33 Výroba damaškové
hlavně
Protože tato technika byla náročná časově i materiálově
a kladla vysoké nároky na schopnosti kováře, nikdy nedošlo k velkému
rozmachu výroby. Dalším aspektem vymizení byl příchod kvalitnějších
ocelových hlavní, jež snesli použití bezdýmného střelného prachu s
vyšší výkonností, jehož vysoké tlaky damaškové hlavně nevydržely.
V průběhu vývoje palných zbraní se výjimečně
objevovaly zbraně vybavené damaškovou hlavní, typově však spadaly
do zlamovacích brokovnic a opakovacích kulovnic.

Obr. 34 Zlamovací brokovnice
a detail její damaškové hlavně
V dnešní době je výroba damaškových hlavní obdobná.
Vzhledem k používání bezdýmného střelného prachu musí být použita
vnitřní nosná hlaveň, vyrobená z oceli odolávající velkým
tlakům. Proto se místo na trn navíjí na vnitřní nosnou hlaveň
z hlavňové oceli. Kresba damašku opět vynikne po broušení a
leptání. I tyto damaškové hlavně mají prokazatelně větší přesnost,
hlavně při rychlé střelbě za sebou. Dodnes není přesně
znám důvod, proč tomu tak je. Vysoká cena a pracnost opět nepřejí
velkému rozšíření, proto se i v dnešní době vyskytují
zbraně s damaškovou hlavní vzácně.

Obr. 35Hlavně ze svářkového
damašku, v obou případech na opakovací kulovnici CZ UB 550 Lux v ráži
308 W
Dalším možným materiálem na výrobu damaškové hlavně je
damasteel. Pomocí technologie práškové metalurgie tak mohou vzniknout hlavně
bez nutnosti navíjení a svařovaní. Proto také hlavně vyrobené z damasteelu
nemusejí mít klasický vzor šroubovice. Jak již ale bylo uvedeno výše, je
prášková metalurgie dosti nákladná, proto ani hlavně z damasteelu
nejsou rozšířeny.

Obr. 36 Použití materiálu
damasteel na hlaveň opakovací kulovnice
Pestré palety damaškových vzorů je stále více využíváno pro
výrobu drahých šperků. Hlavně s příchodem damasteelu a s jeho
velkou výrobou polotovarů si damašek oblíbilo mnoho výrobců šperků.

Obr. 37 Šperky
vyrobené s materiálu damasteel
Nožířství
Nejvýznamnější roli hraje damašková ocel ve výrobě nožů,
převážně pro sběratelské účely. Nožířství je také
jedním z odvětví, jež se zasloužilo o renesanci výroby damašku a
snahu, o napodobení původních zapomenutých výrobních postupů přinášejí
cenné poznatky.
Nože z damašku však nepostrádají užitné vlastnosti ocelí, jež
byly používány v minulosti na výrobu mečů. Vlastnosti kvalitně
zhotoveného damašku se stále dokáží vyrovnat vlastnostem některých
nejmodernějších ocelí a slitin. Jedná se hlavně o vysoké
mechanické vlastnosti vysoce prokované mikrostruktury v oblastí
trvanlivosti řezné fasety (pevnost a houževnatost). Spojení efektních
vzorů damaškové oceli s prací uměleckých designérů a
aplikací často velmi drahých materiálů (drahé kovy, drahokamy,
polodrahokamy, mamutovina, eben apod.) dává vzniknou unikátním nožům,
které slouží hlavně pro sběratelské účely.
V podstatě se jedná o damašek z barevných neželezných kovů.
Byl vyvinut v Japonsku, kde se používal na výrobu částí soupravy
meče a jeho zdobení. V překladu znamená mokume gane doslova kov
se vzorem dřeva. což vypovídá o jeho struktuře podobné damašku.
Vzniká vrstvením různých barevných a drahých kovů, nejčastěji
stříbra, mědí, zlata a jiných ušlechtilých kovů a jejich
slitin, podobným způsobem jako při výrobě damašku. Dodnes se
používá na kování luxusních nožů a výrobu šperků.
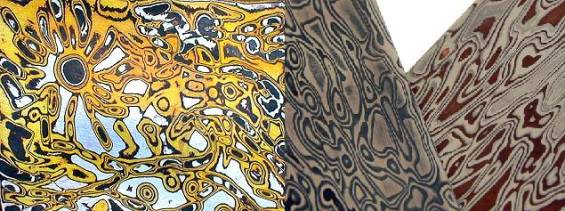
Obr. 38 Jedny
z mnoha možných struktur mokume gane

Obr. 39 Vlevo:
Nůž opatřený zdobením mokume gane, vpravo: Prsteny z mokume
gane
Timaskus je materiál, vrstvením podobný damascénské oceli, ze dvou různých
titanových slitin. Používá se pro zdobení luxusních nožů a k výrobě
šperků.

Obr. 40 Nůž s rukojetí
a doplňky z materiálu timaskus
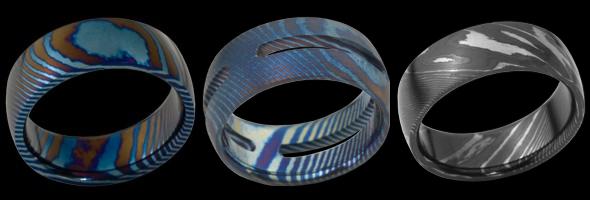
Obr. 41 Prsteny z materiálu
timaskus
Bc. Stanislav Čechlovský, doc. Ing. Michal Černý,CSc
Zpracovali :
Bc. Stanislav Čechlovský, doc. Ing. Michal Černý,CSc
|





































